-
清洗前
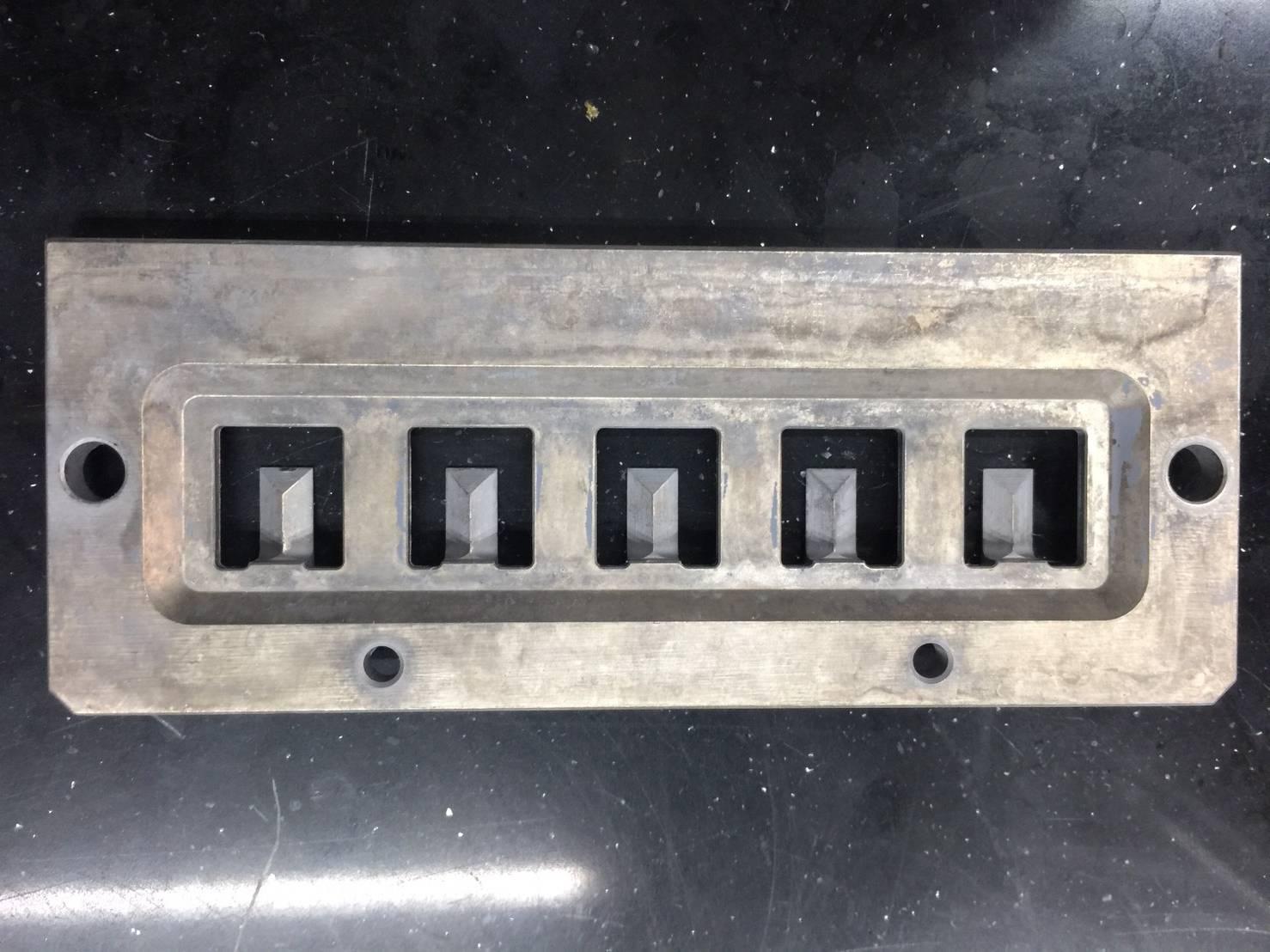
試驗工件外觀,正面為EMC封膠,背面金屬接點貼上PI材質的膠帶。
本測試目的,是確認藥劑去除EMC的能力,以及膠帶是否能承受藥劑的侵蝕。下圖最左邊四面有剪角的封裝片背面貼耐酸鹼膠帶。下圖最左二無剪角的封裝片背面貼一般膠帶。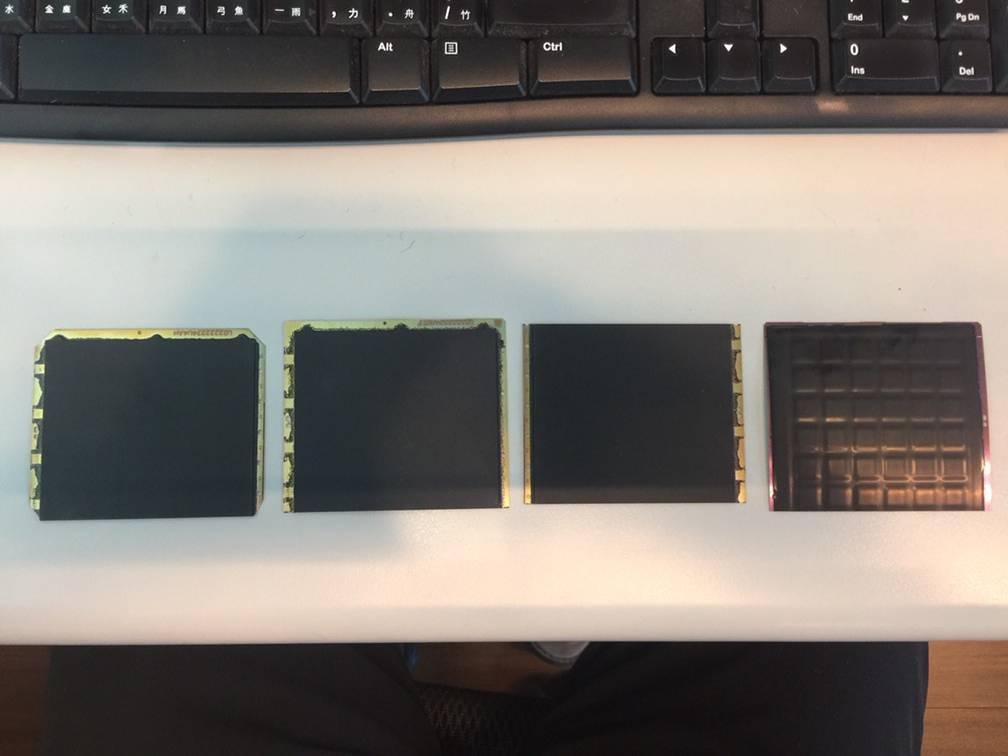
正面
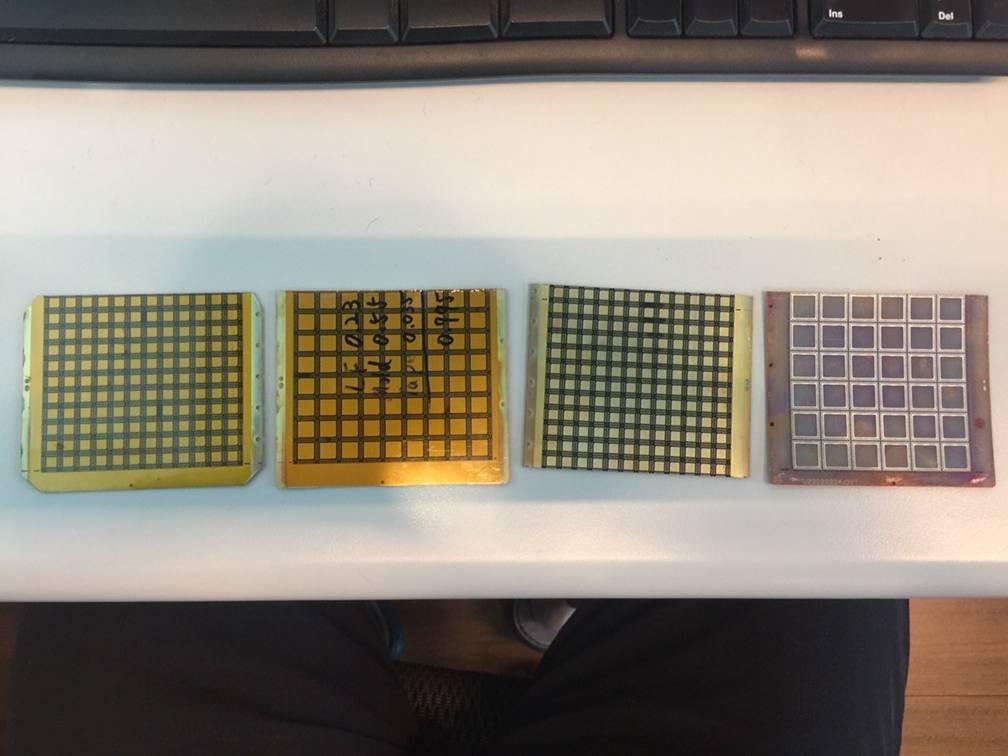
背面
-
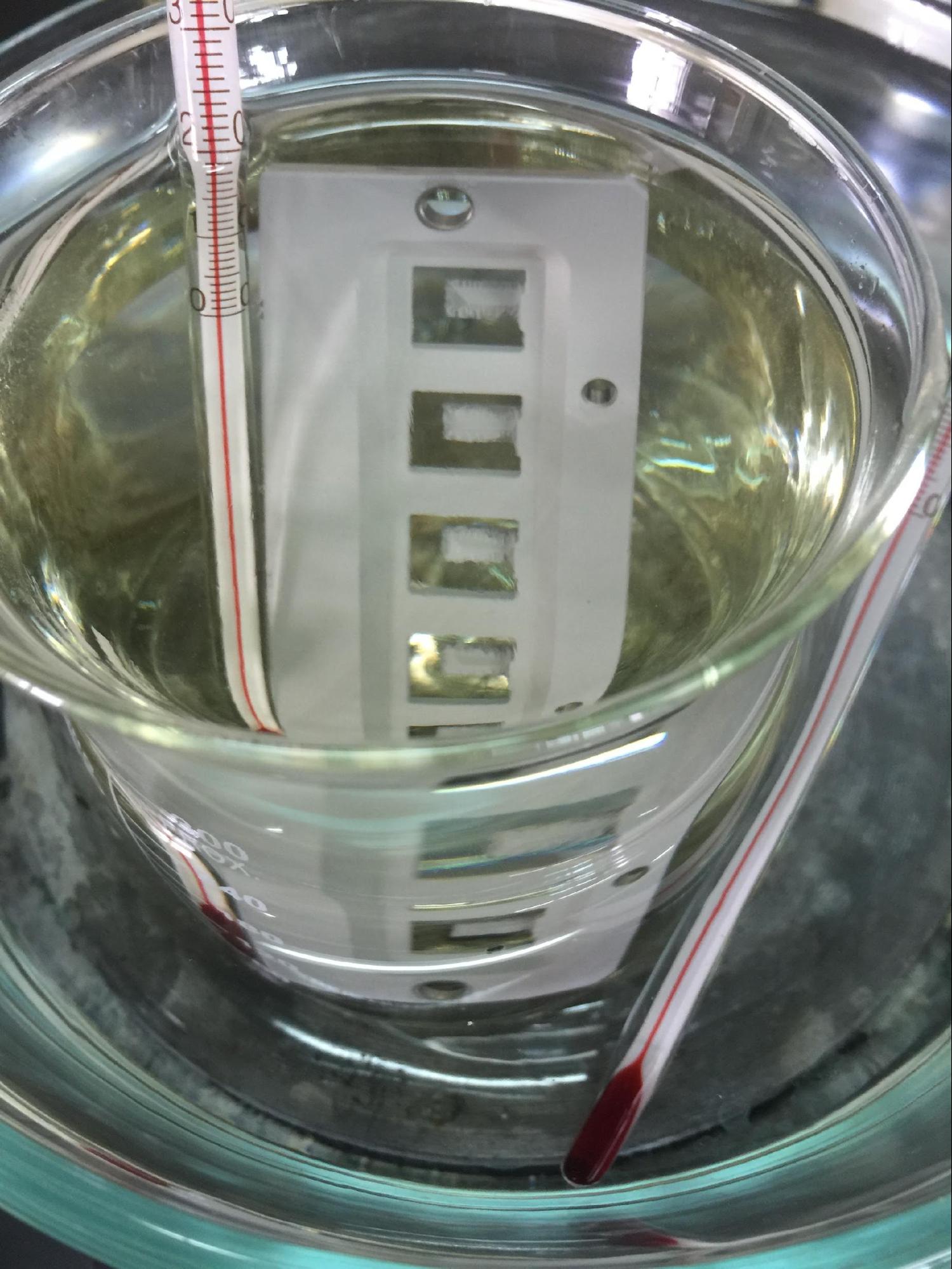
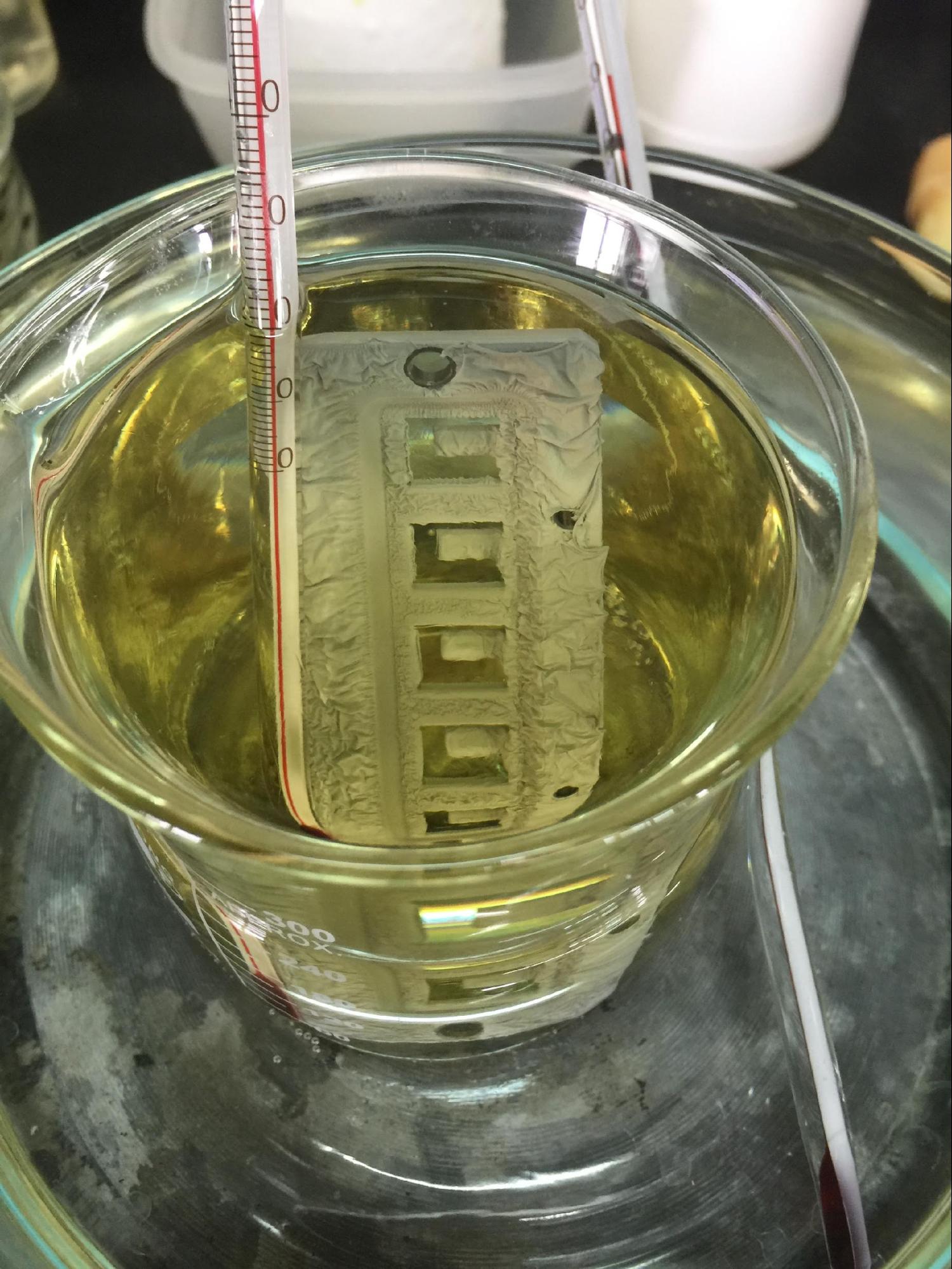
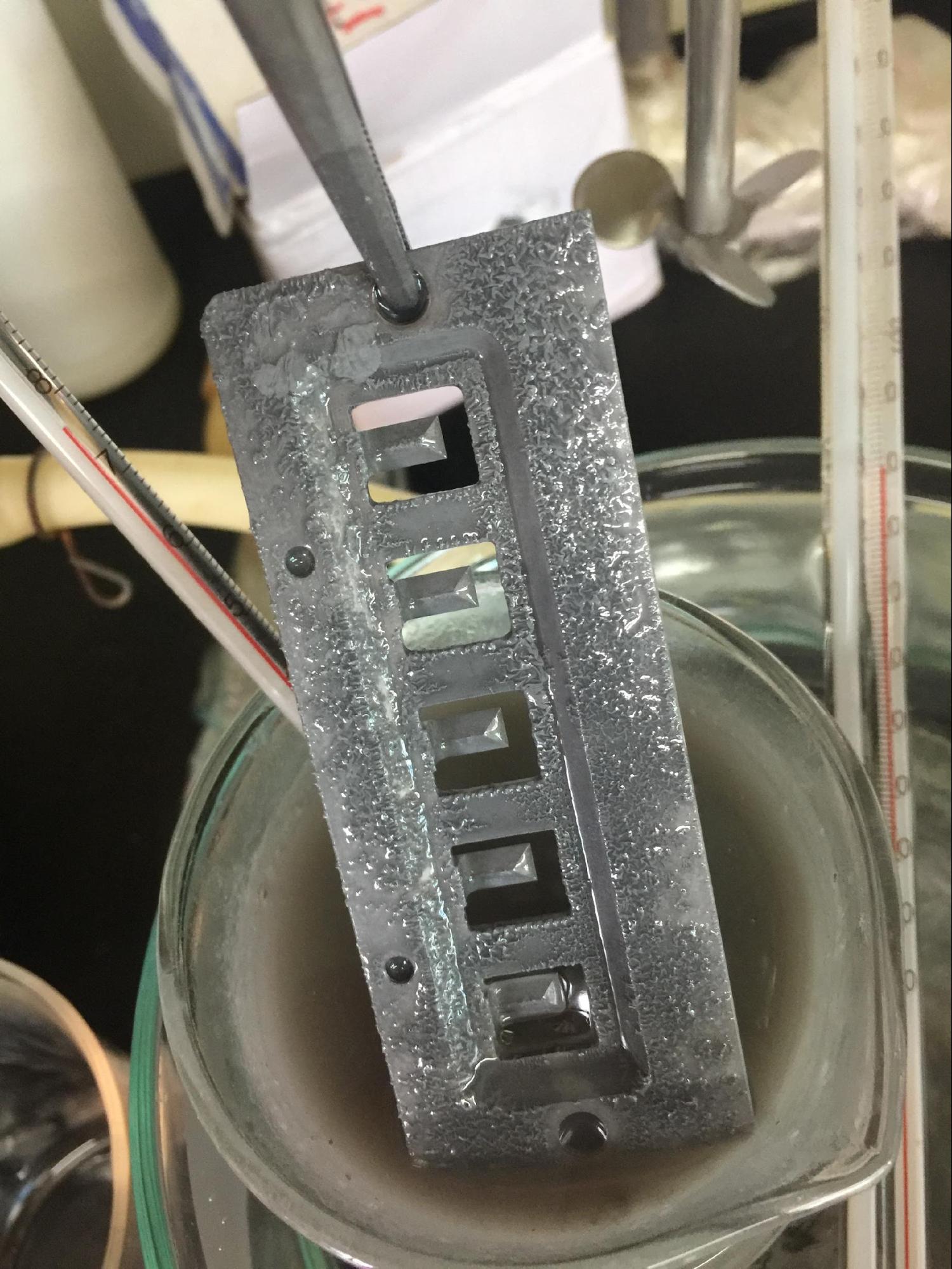
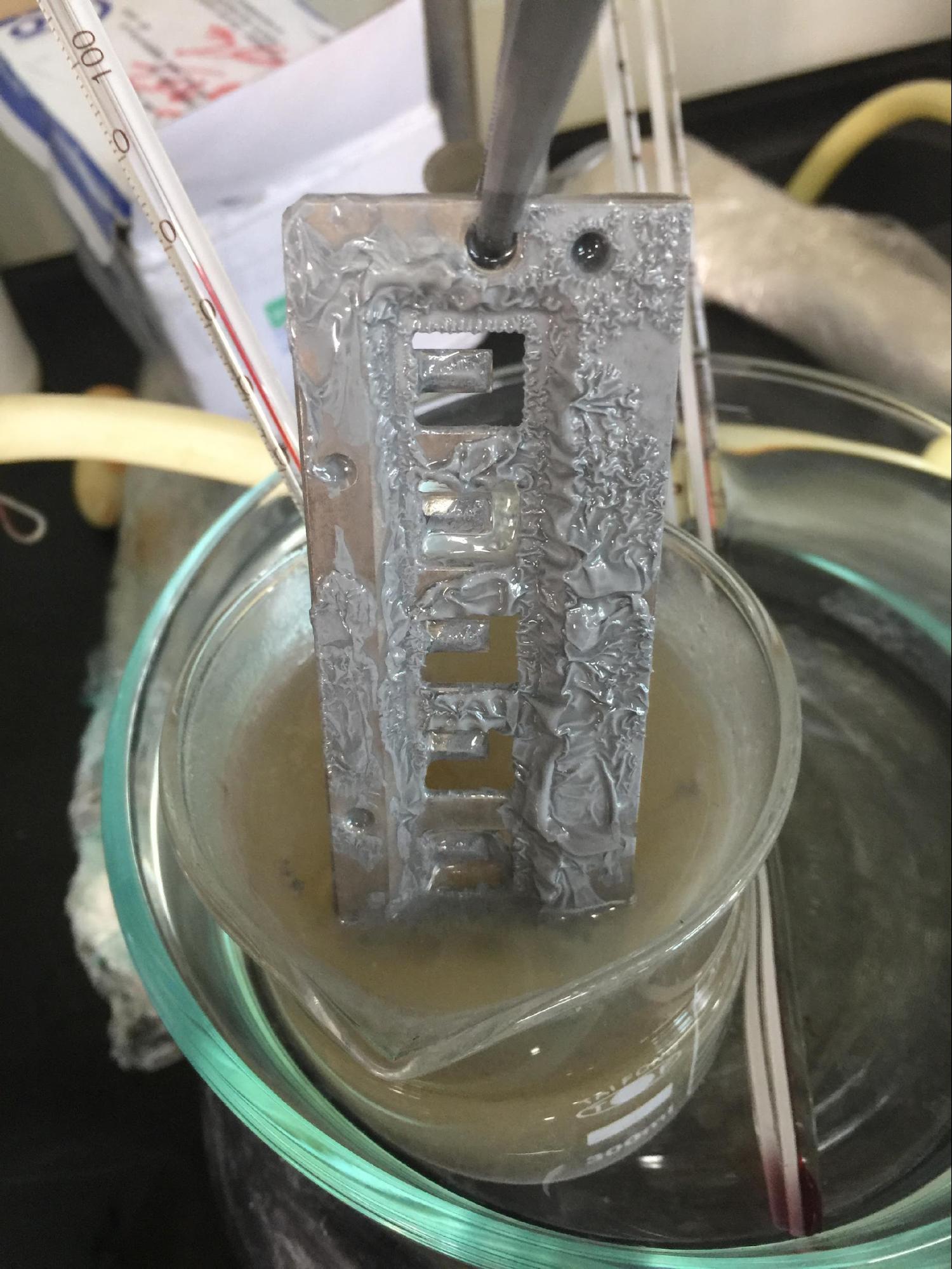
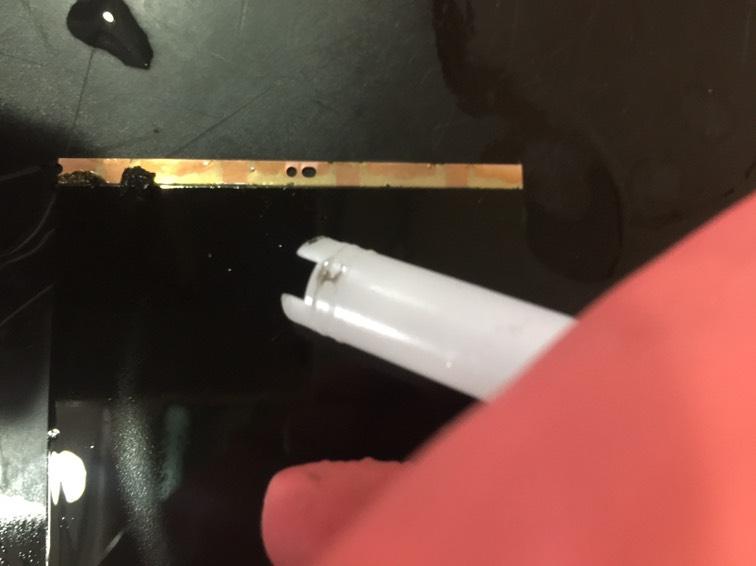
將封裝片在90℃下浸泡ACHM04-Aplus60分鐘後,發現側面黑色EMC溢膠已經軟爛。
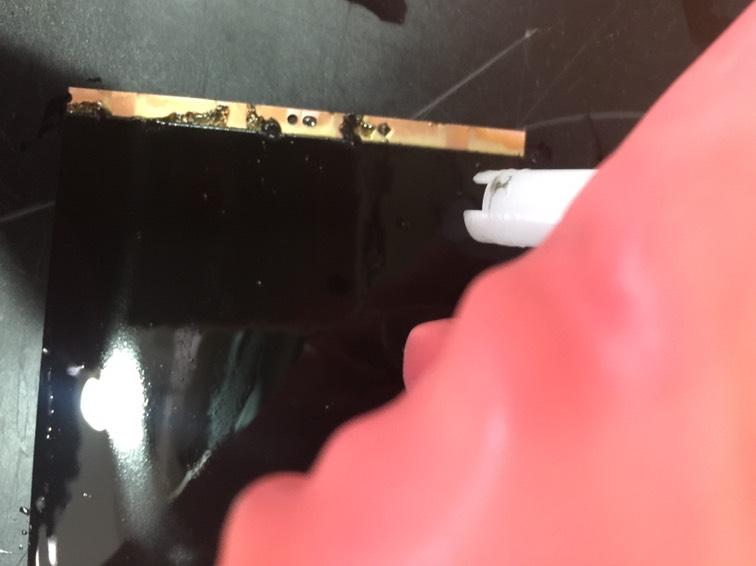
以塑膠管輕刮,EMC溢膠可以輕易刮起。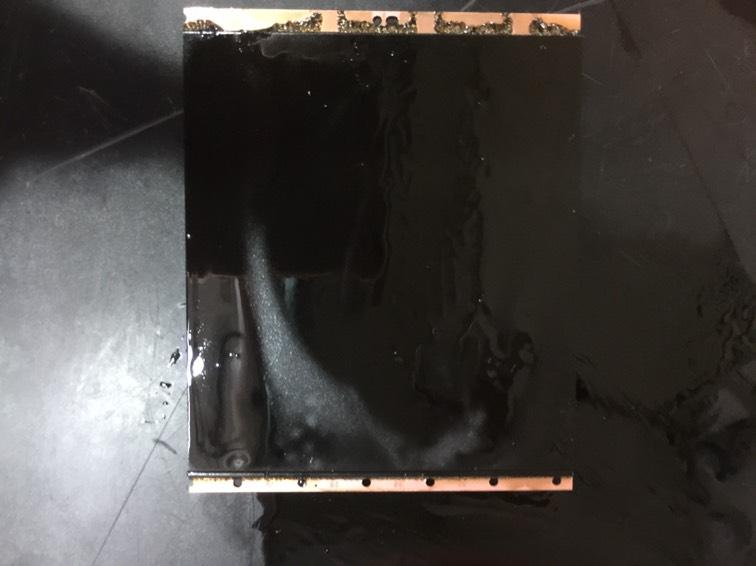


-
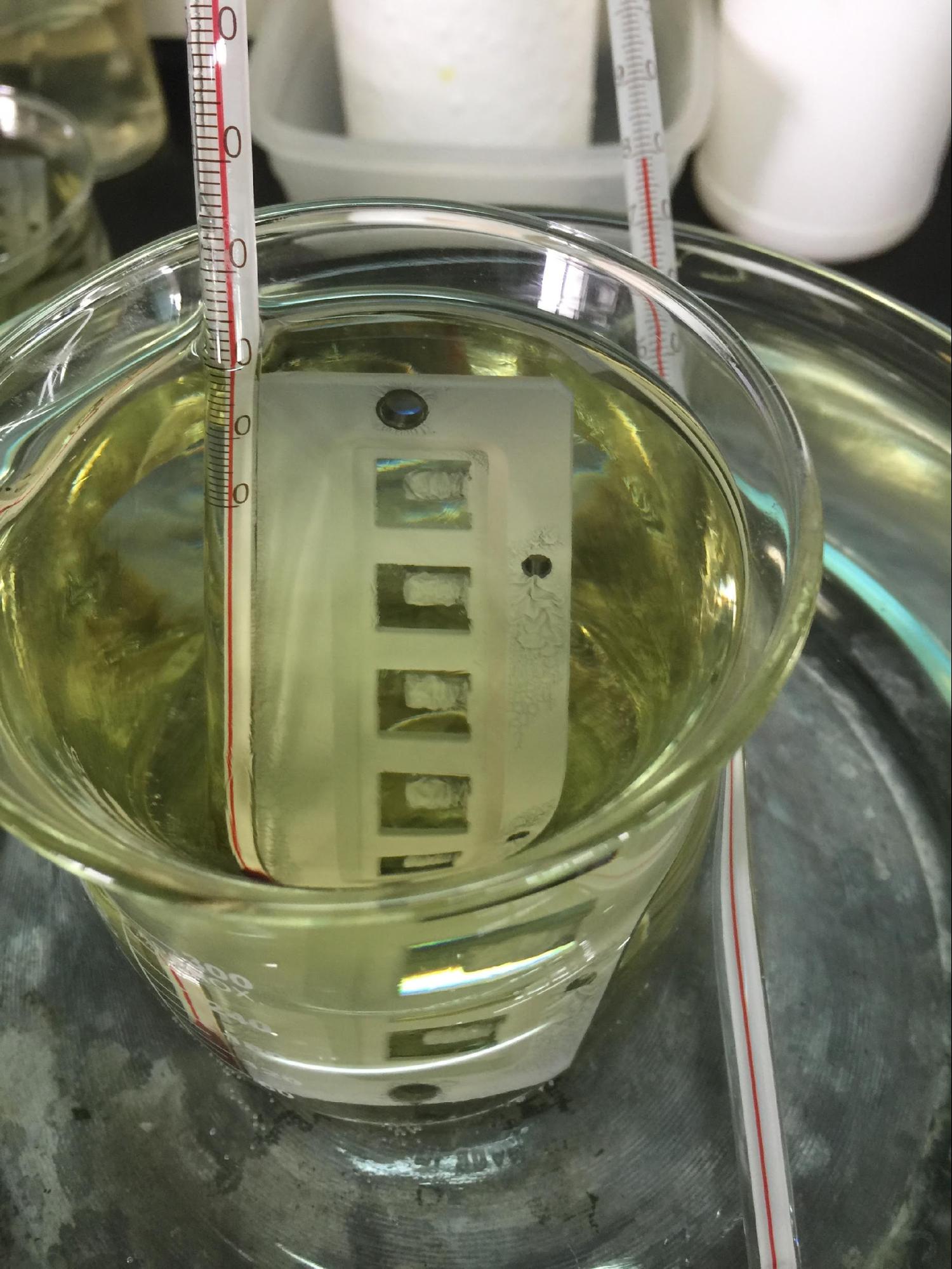
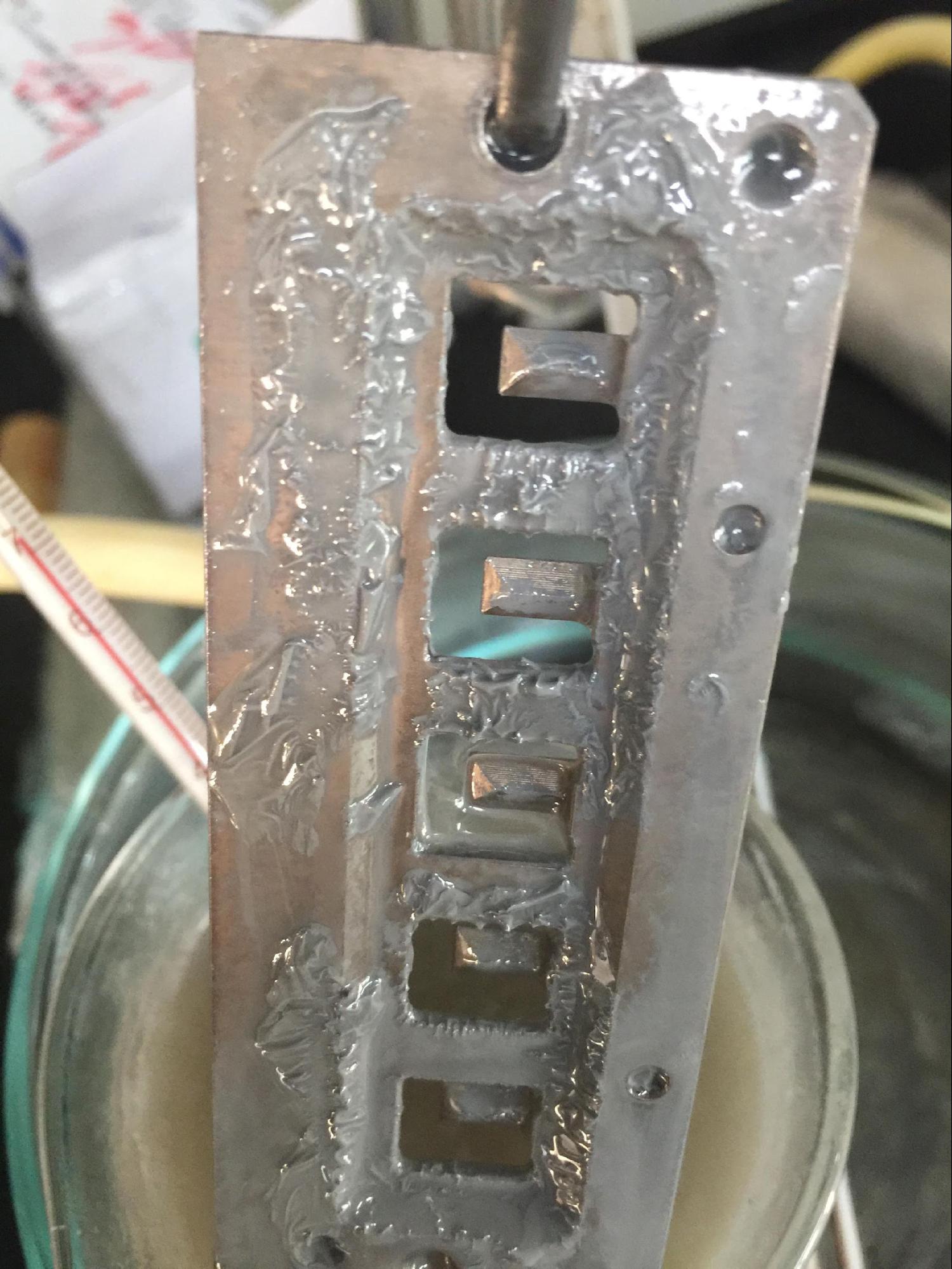
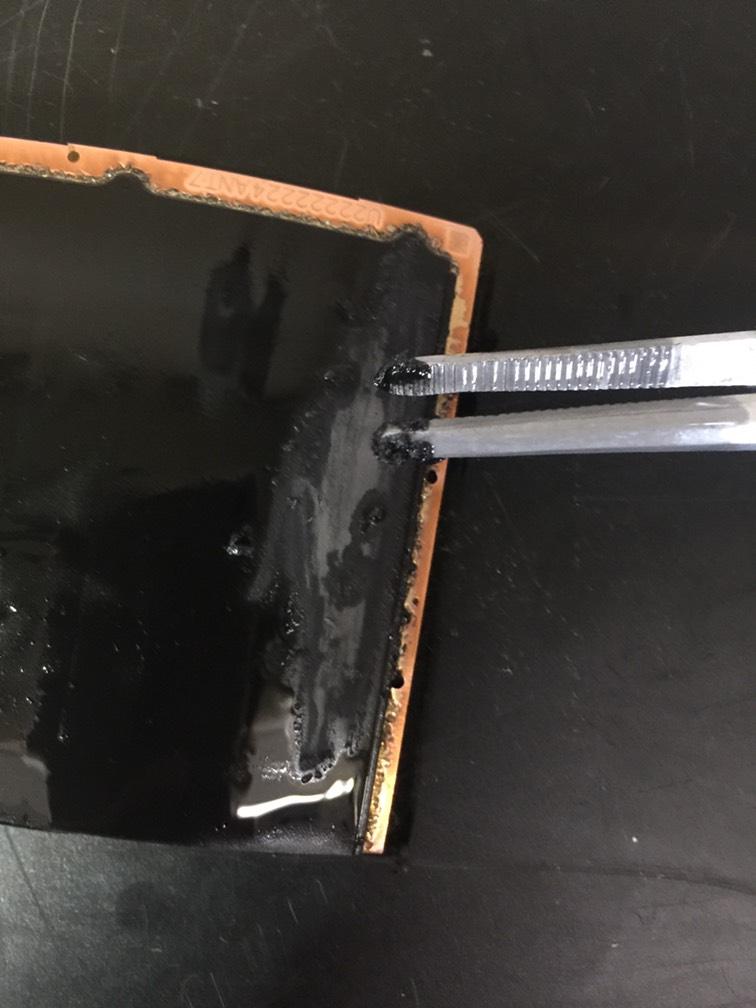
封裝片正面表面的EMC因為受到藥劑的侵入,已經稍微變軟,以不鏽鋼鑷子可以將表面刮除。
-
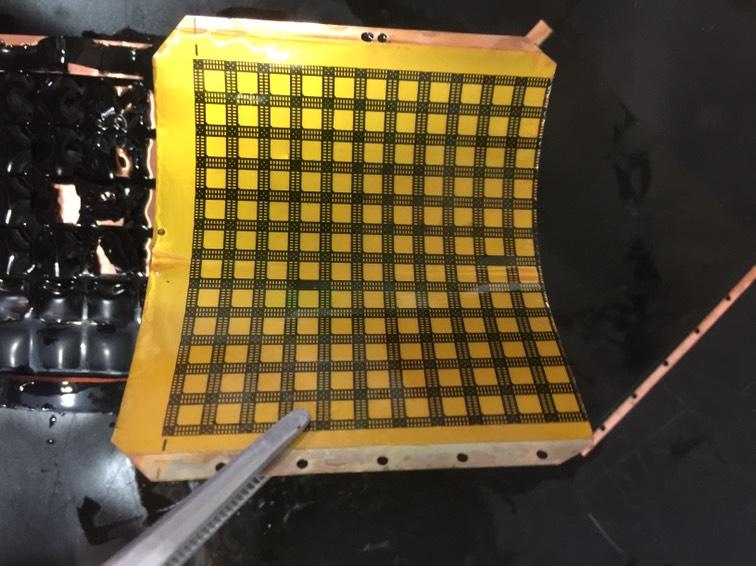
封裝片背面貼的一般型PI膠帶,看起來還完好,沒有受傷。
-
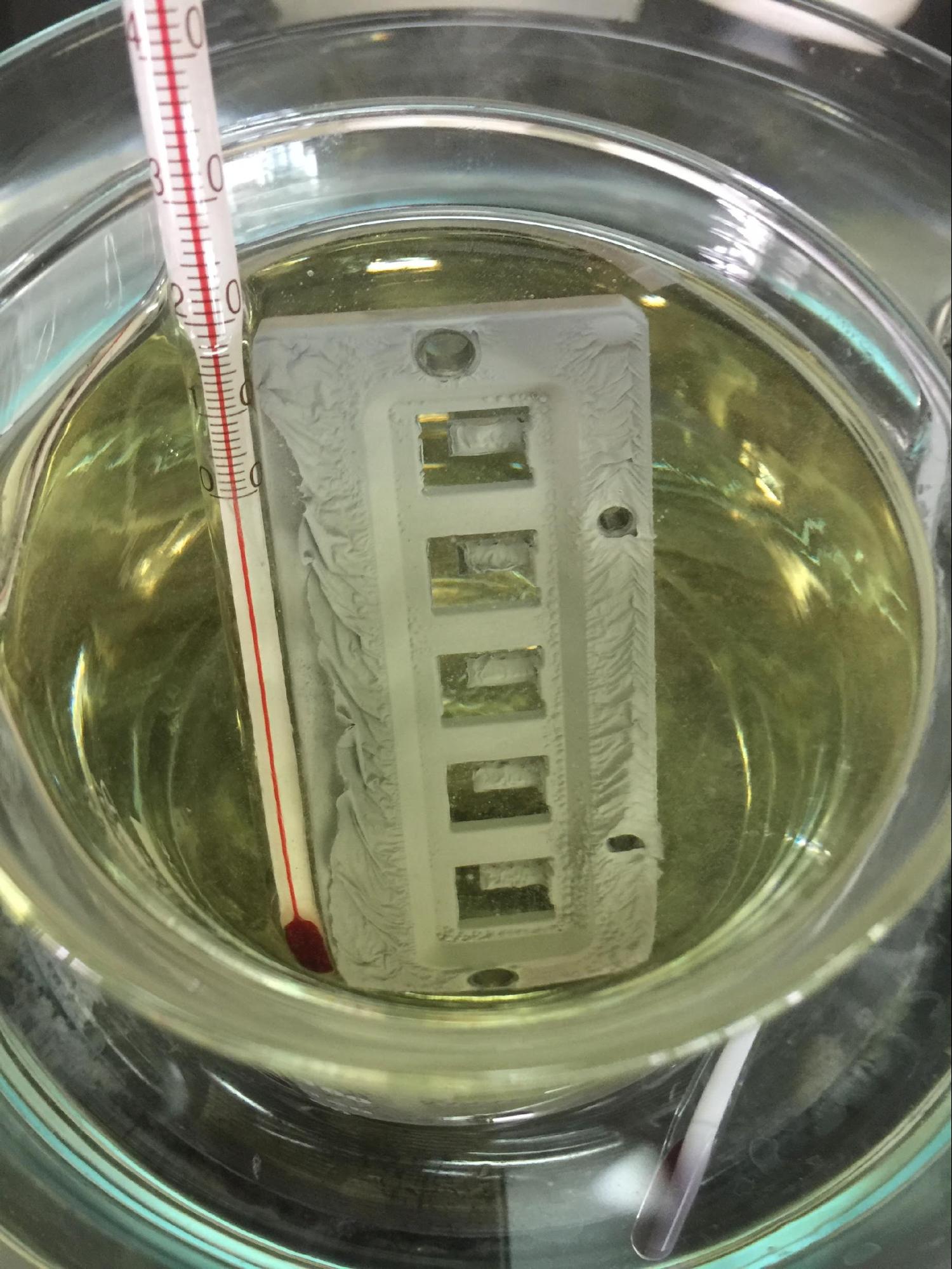
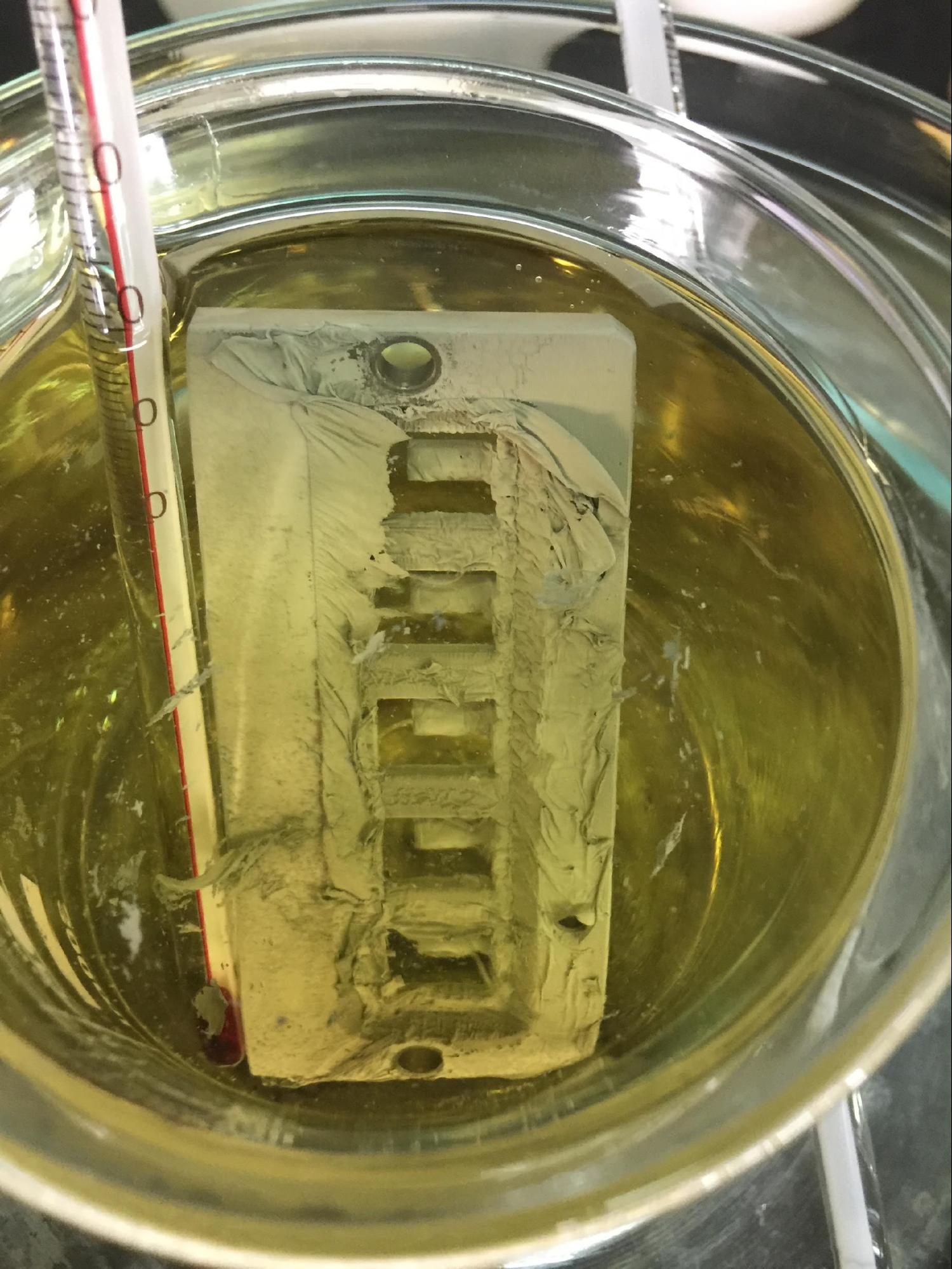
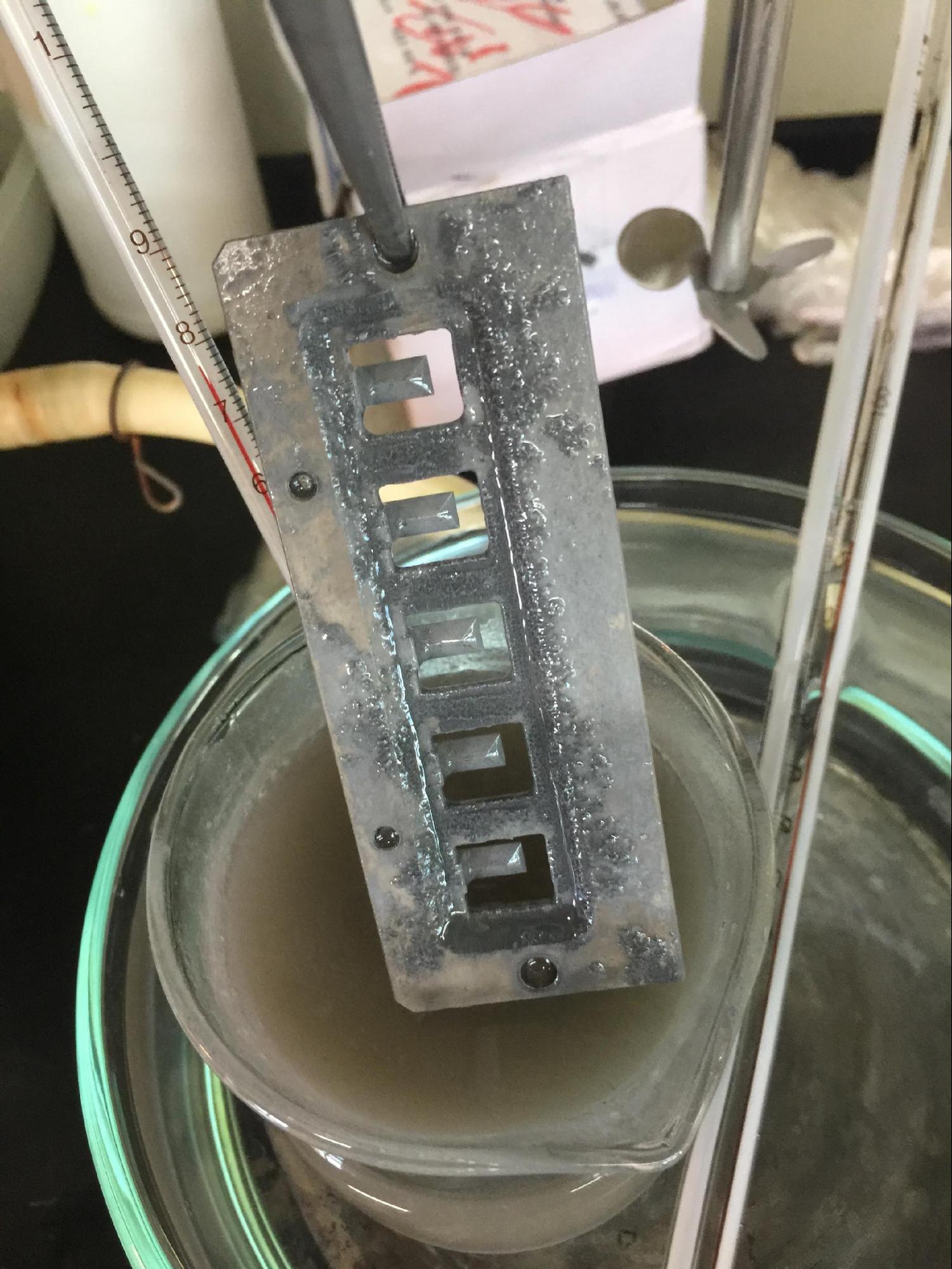
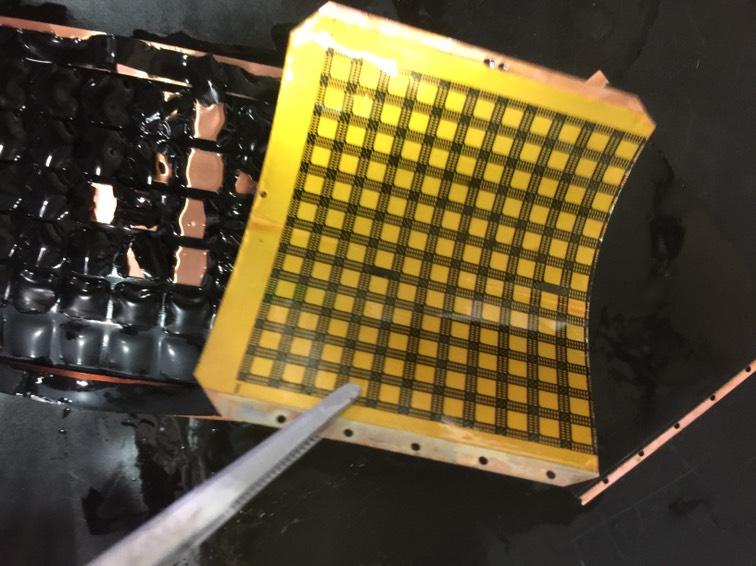
提高浸泡溫度。將硬化油墨清洗劑ACHM04-Aplus加熱到120℃。置入封裝片(包含有剪角的封裝片背面貼耐酸鹼膠帶),浸泡1小時。
-
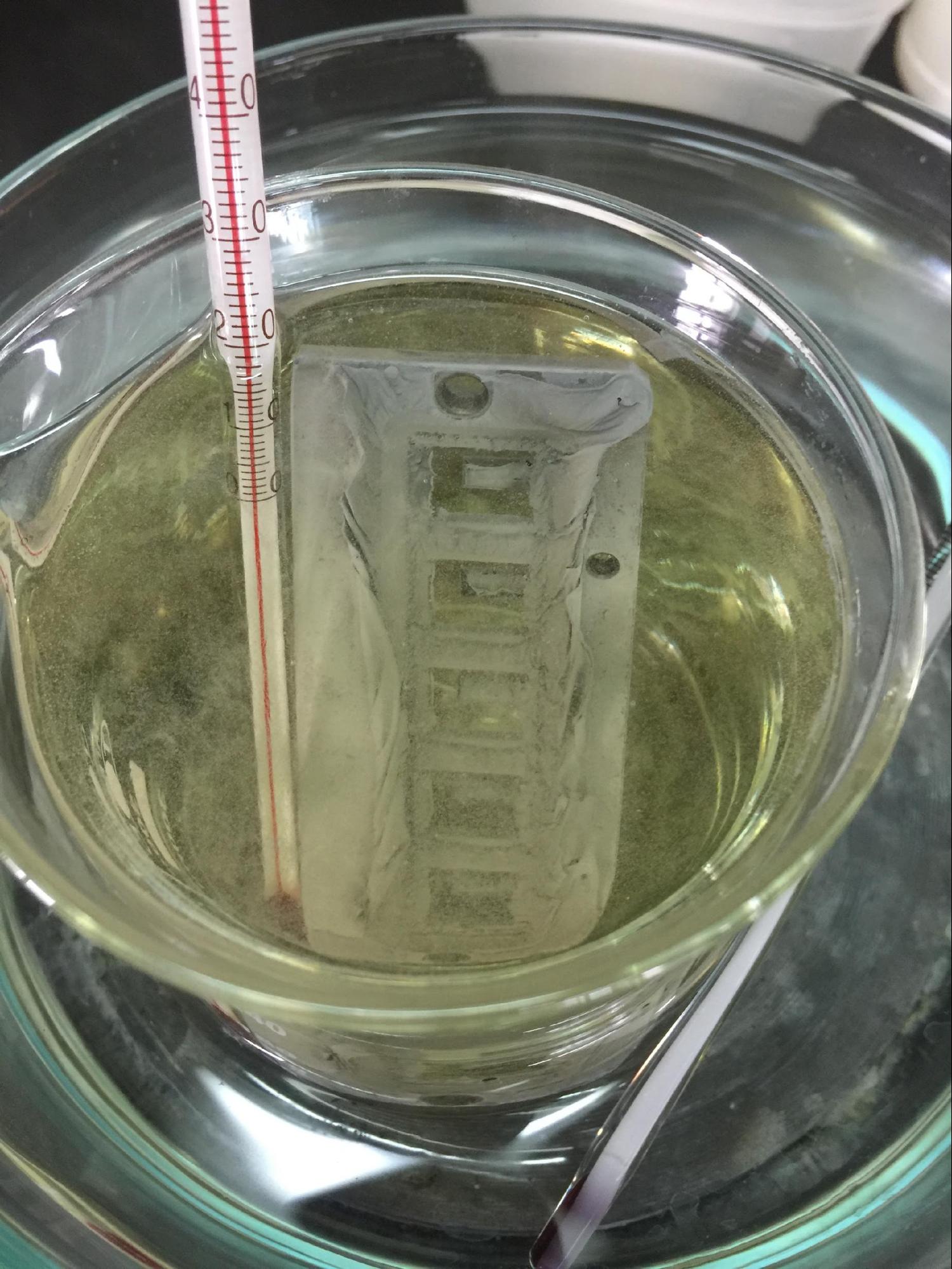
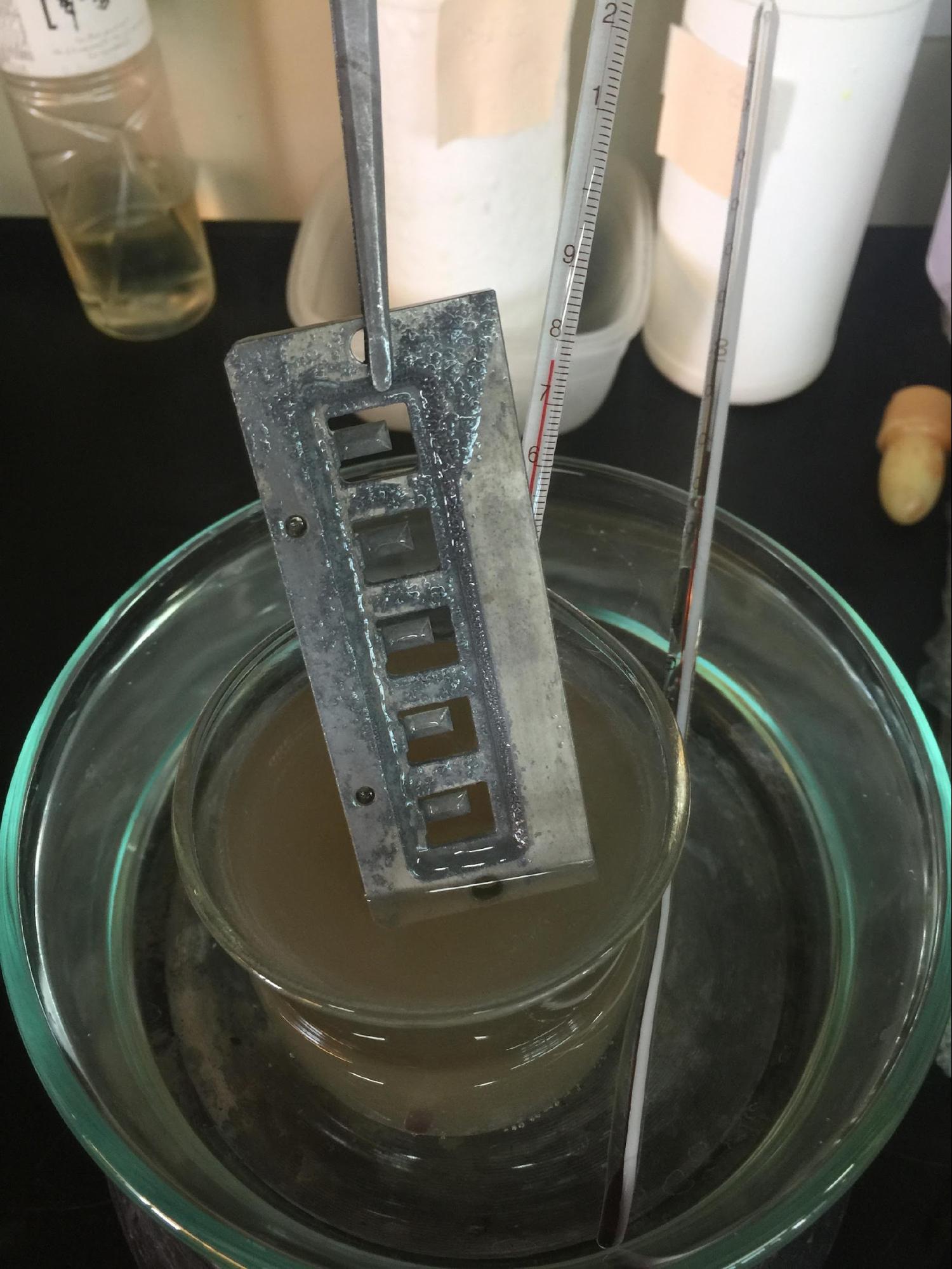
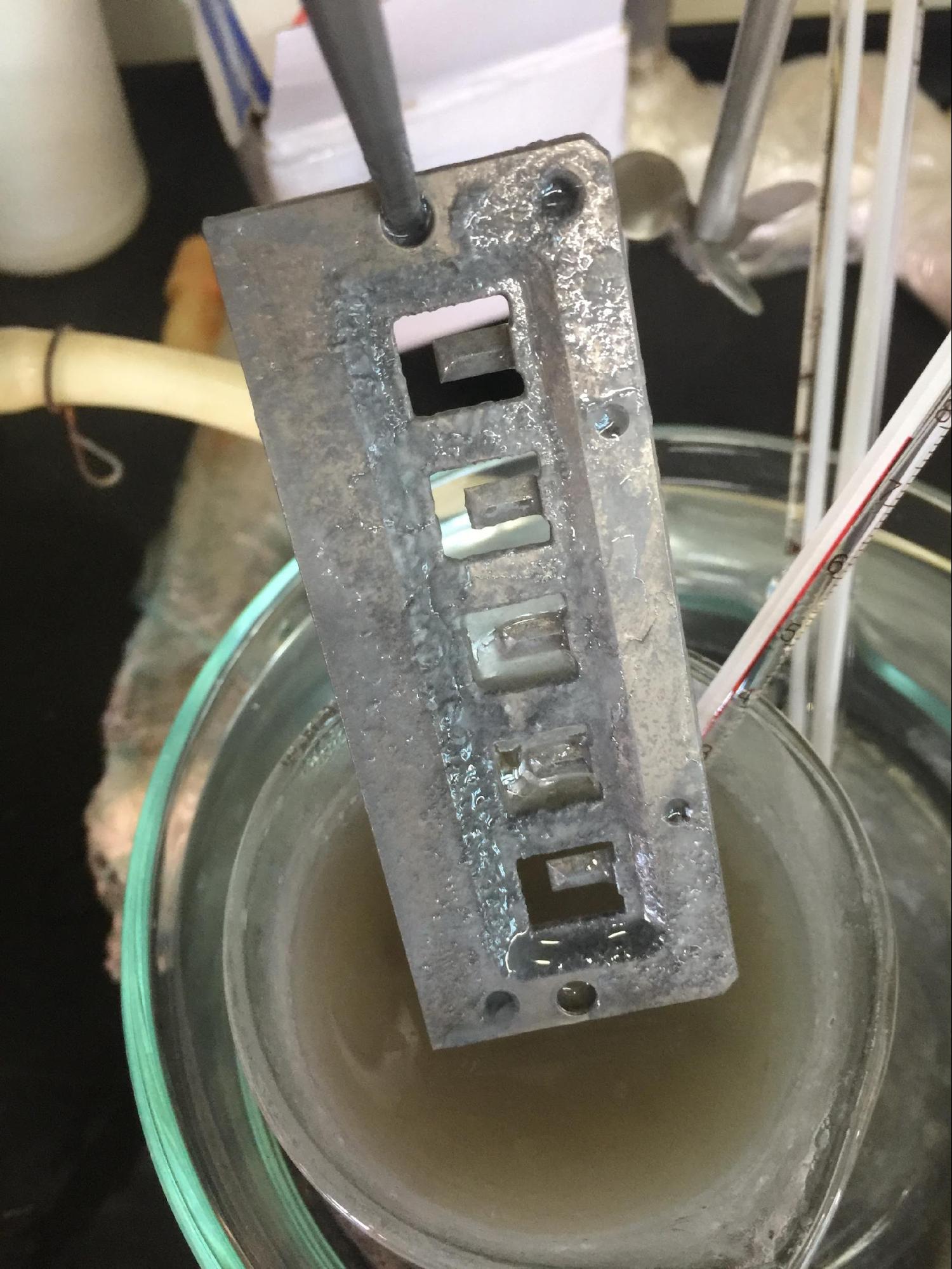
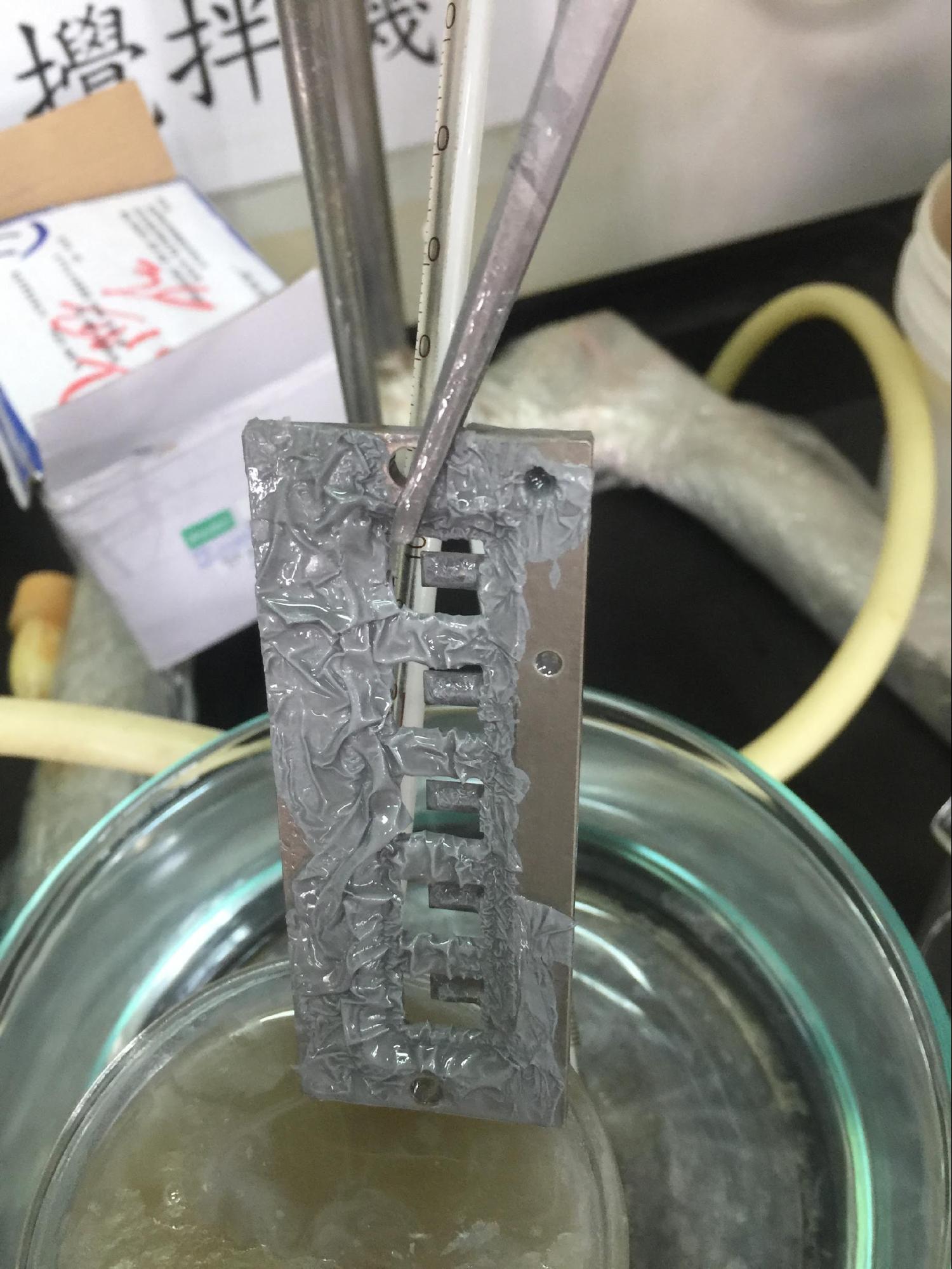
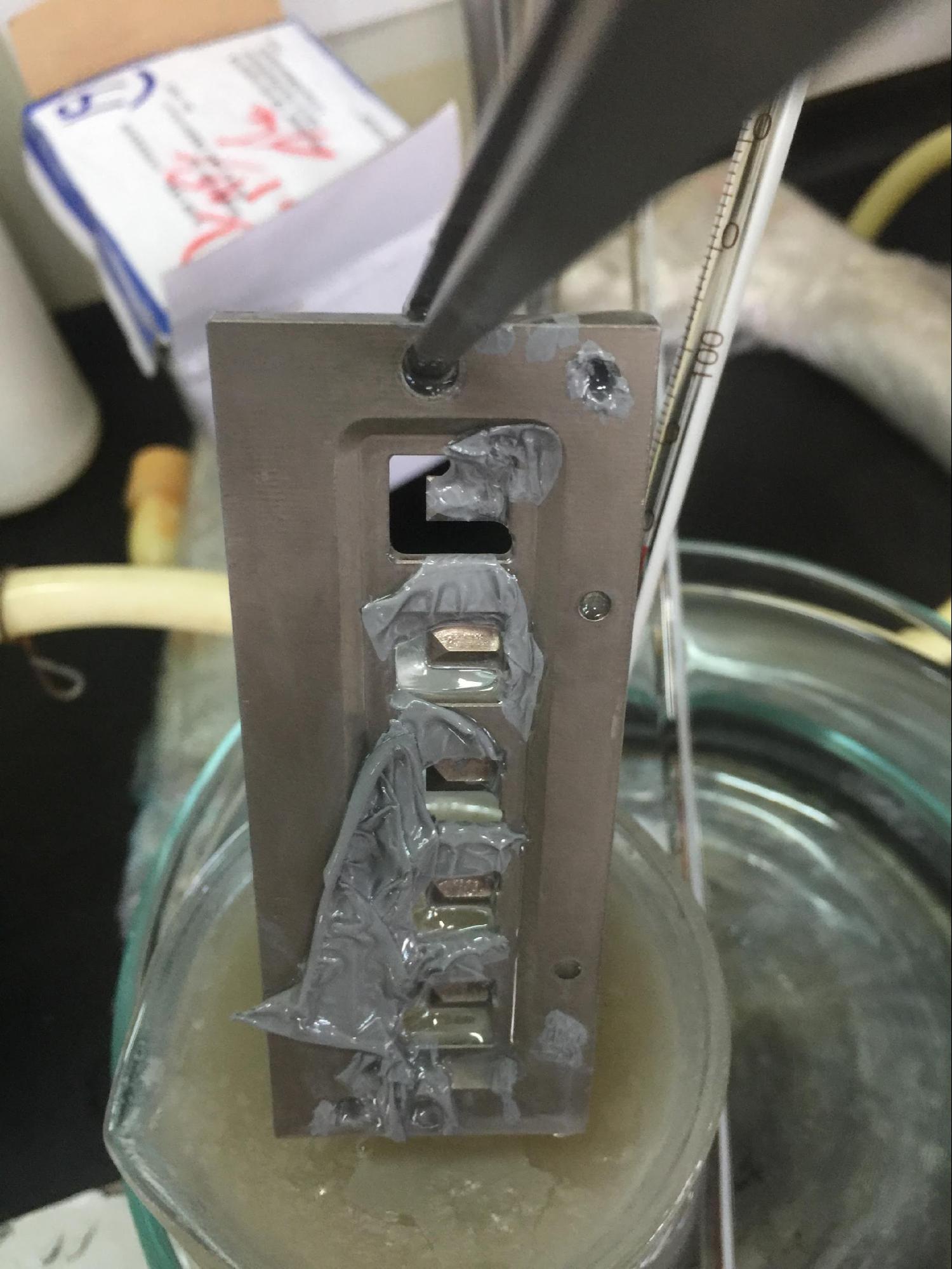
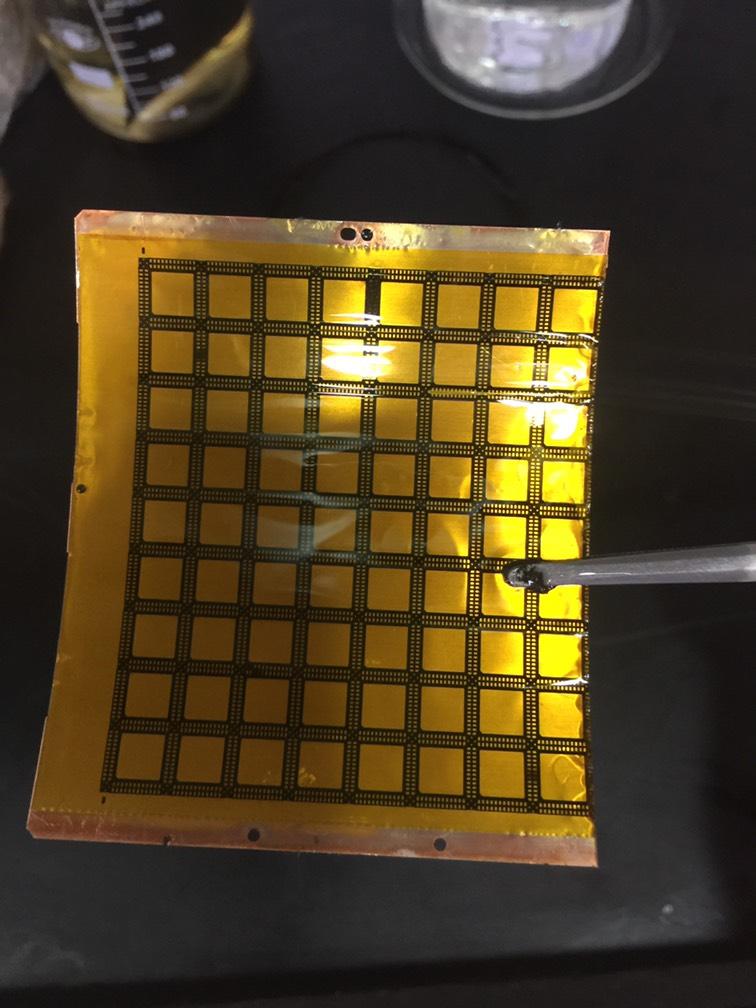
發現封裝片上的EMC已經膨潤脫離。



-
耐酸鹼膠帶看起來沒有受傷。
-
結論:
8.1 ACHM04-Aplus可以去除此款黑色EMC封膠。
8.2 ACHM04-Aplus不會傷害兩款PI膠帶。
8.3 ACHM04-Aplus會侵入黑色EMC封膠,造成黑色EMC封膠軟化。高溫、長時間浸泡可能會造成EMC膨潤而使封裝金屬片翹屈。建議透過溫度、時間控制,以及PI膠帶的遮罩,選擇性的移除EMC。