
-
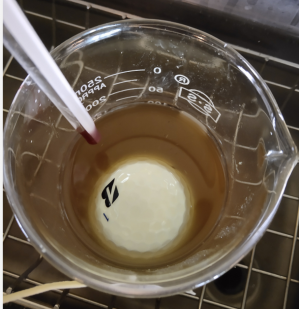
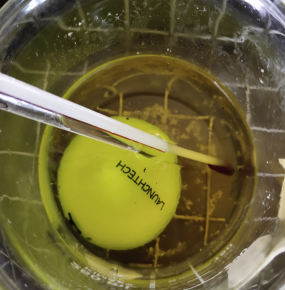
高爾夫球在生產過程中如果外層有噴塗不良,通常的做法是報廢或者拿出球心重新製作。我們開發了一種專門用於剝除高爾夫球外層塗裝(油墨/噴塗)的藥劑,下面是幾種客人的高爾夫球產品,我們分別放到燒杯中,再加入我們的清洗藥劑剛好淹沒球體即可.
由左至右,由上至下,依序為1~6號球

-
先進行室溫下浸泡發現浸泡3個小時後發現5號和6號球表面的漆已經軟化,用廚房紙巾擦拭即可清除面漆和marking圖案,再嘗試用加熱方法發現45-50℃30分鐘也可剝除面漆和marking.
左圖為5號球,右圖為6號球

-
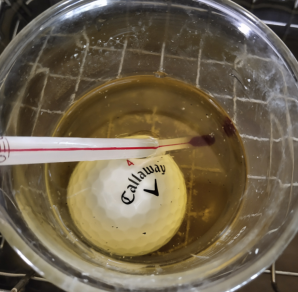
將剩餘的球加熱到45-50℃ 經過60分鐘左右發現4號的球的面漆/marking和底漆通過紙巾擦拭的方法也可以一起去除。紅色的殘影,是染料轉移。色素已經移染到底漆上了。再繼續浸泡移除底漆即可去除。若移染太深,深入了沙林跟優利新,是無法破壞分解的,因為配方不能傷害沙林跟優利新,所以無法使用移除法,只能使用分解法。而高爾夫球上使用的染料因為要能抗日曬,所以堅牢度通常都”非常好”。若染料分解劑仍然無法分解,則建議使用遮蔽性較高的同色系PU底漆先噴塗一層。再上LOGO。
此為4號球

-
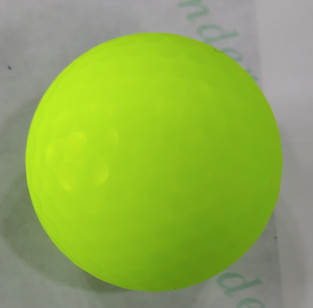
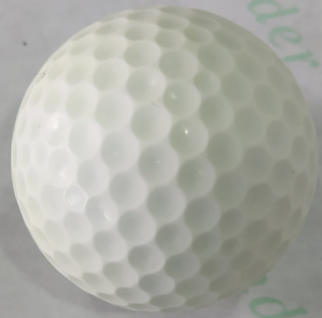
繼續保持45-50℃加熱,經過2小時後發現,3號球的面漆和marking可以通過擦拭方法去除.繼續加熱到3小時左右底漆也可經過稍加用力擦拭去除.
左圖為3號球剝除面漆,右圖為3號球剝除面漆和底漆

-
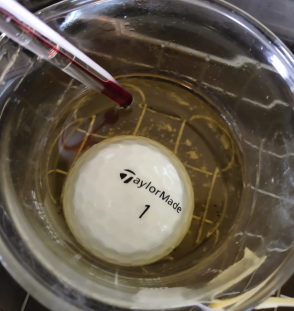
繼續保持45-50℃加熱,經過4個小時後1號球的面漆開始變得有些鬆軟,通過廚房紙巾擦拭可以去除面漆和marking,可能是由於面漆比較牢固需要加大力度才能完全擦除乾淨,可延長浸泡時間或提高溫度改善.
此為1號球

-
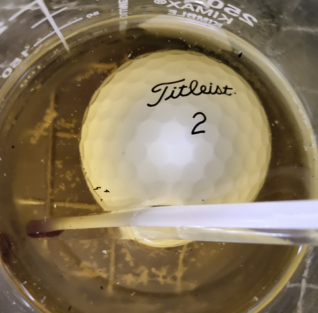
剩餘2號球經過45-50℃加熱,5個小時後,經過用力擦拭的方法面漆/marking和底漆可以一起擦除.
此為2號球

-
剛剝除完底漆的球表面都會呈現黃色,推測是由於底漆會殘留一些結合基在表面上,黃色經過40℃溫水浸泡4-5個小時後可以洗掉不會有殘留,如果只剝除面漆不會有這個問題.

40℃溫水浸泡前

浸泡後
-
結論: AHLR03-D2Plus4硬化油墨清洗劑能在不傷害Urethane的情況下,剝除高爾夫球表面的硬化底漆、marking、面漆。
-
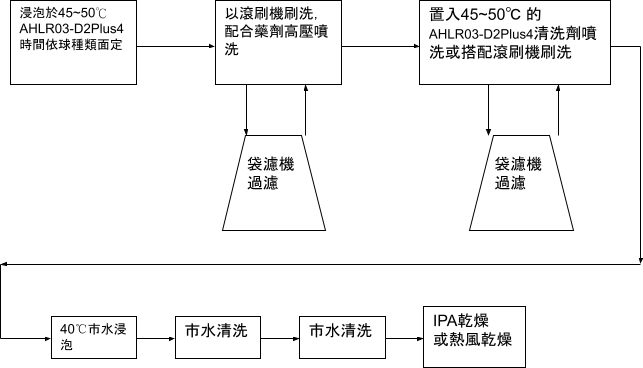
建議的製程:批量生產時可以用滾刷機取代人工手動擦拭以提高效率 (如下圖清洗流程).
-
問題與討論:
10.1照片中的球殼,判斷是受到刮傷或磨傷。

推測可能原因是:
1.原本的球體在射出後未完全硬化前刮傷。移除底漆後才顯出來。
2.使用藥劑加熱50℃下剝漆,由於已經接近沙林的熔點,所以在沒有妥善夾具製具幫助下移動翻滾球體,造成的磨傷。
(更有可能是槽體加熱器分配不均勻,導致部分的球體接觸到溫度較高的加熱器、面,局部溫度高於60℃以上,造成接觸點溶融所致。)
由於球體大部分都是完整的,所以不會是化學反應造成的損傷(化學反應會是全面性的受傷),比較像是物理性的刮痕、磨傷。
建議朝以下方式進行改善:
1. 降低溫度、延長時間。
2. 降低單支加熱器功率、增加加熱器數量與面積。增加遮罩避免球體接觸到加熱器。
10.2藥劑使用一段時間後,隨著PU油墨單體不斷釋放,空氣中的二氧化碳、灰塵漸漸溶入藥劑中,藥劑效率會降低是正常的。
藥劑效力降低,可以添加新液予以回復效力,但有其極限。
大量清洗剝漆;要延長藥劑使用壽命,與配槽數、預泡有很大的關係。
單單1槽藥劑,新液剝漆速度快,但隨著每次的剝漆,就會漸漸拉長剝漆時間。
若能有3槽以上藥劑+預泡槽,剝球數量會提高5~10倍以上,並能維持良好的剝漆速率。
這是因為預泡槽(請用淘汰下來的廢液即可,約可使用半年以上。室溫over night浸泡),已使PU面漆~底漆預軟化。
在第1槽(請用第2槽淘汰下來的藥劑補充,約可使用1~8周看清洗的球數。45℃,50~120min)能捕捉>70~90%的PU漆。
在第2槽(請用第3槽淘汰下來的藥劑補充,約可使用1~8周看清洗的球數。45℃,50~120min)能捕捉餘下的10~30%的PU漆。
在第3槽(新液,約可使用1~8周看清洗的球數。45℃,50~120min)能將剩餘的PU漆剝除,作為guarantee,確保所有高爾夫球都已清洗乾淨,並保持此槽藥劑為較少受到剝落的PU單體汙染的新液。
假設每一槽次都是設定50分鐘。如此,除了第一批次的球體需要150分鐘的時間產出,之後每50分鐘就能產出1批。而每一批球實際浸泡藥劑時間都是150分鐘。
並且,實際廢槽淘汰的藥劑只有1槽(第1槽),補充新液也只有1槽(第3槽)。
可是這樣安排後,假設原本只有單槽可能2~3天就需要汰換1槽。有了3槽藥劑,就可以延長至7~15天才需要汰換1槽。
當然,如果藥劑配槽數能提高到5槽,對於產出的速度能有所提升(每槽泡30分鐘,5槽一樣也有150分鐘。但是每30分鐘就能產出1批)
藥劑壽命也會更加延長。
另外有一點要注意,就是剝落的PU漆要盡量移除,以避免已經剝落的PU漆一直在藥劑中浸泡分解,降低藥劑壽命。
具體的做法是:使用2個批式吊籃,第一個不銹鋼吊籃孔徑較大,將剝漆後的高爾夫球吊起移到另一個槽次清洗。第二個不銹鋼吊籃孔徑縝密,只允許藥劑流過。
每清洗幾批,就將第二個不銹鋼吊籃吊起,清除脫落在上面的PU濾渣。第一個吊籃是在第二個吊籃裡面,第二個吊籃是在不銹鋼藥劑槽裡面。
依據客戶的使用回應,每公斤藥劑約可剝除100~600顆球(不同的球,數量不一樣,差異有點大)。
