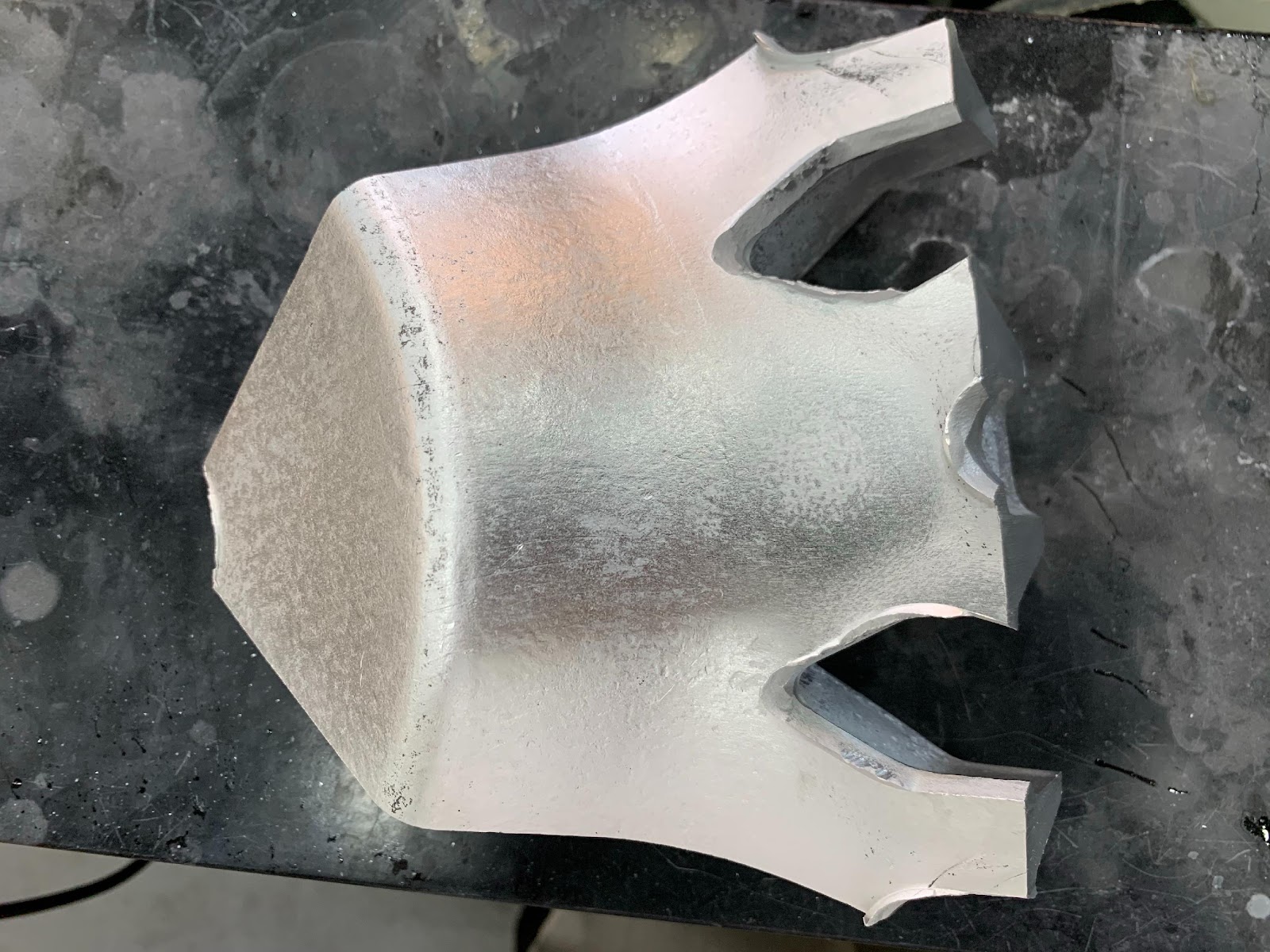
工件描述:鋁輪圈在鍛造時會在鋁件上塗佈石墨膏潤滑,使表面沾附大量石墨,造成後面製程噴砂、拋光打磨的困難,如果能有一個方法快速去除石墨膏,可大大節省後續拋光打磨的工時,提高生產效率。
-
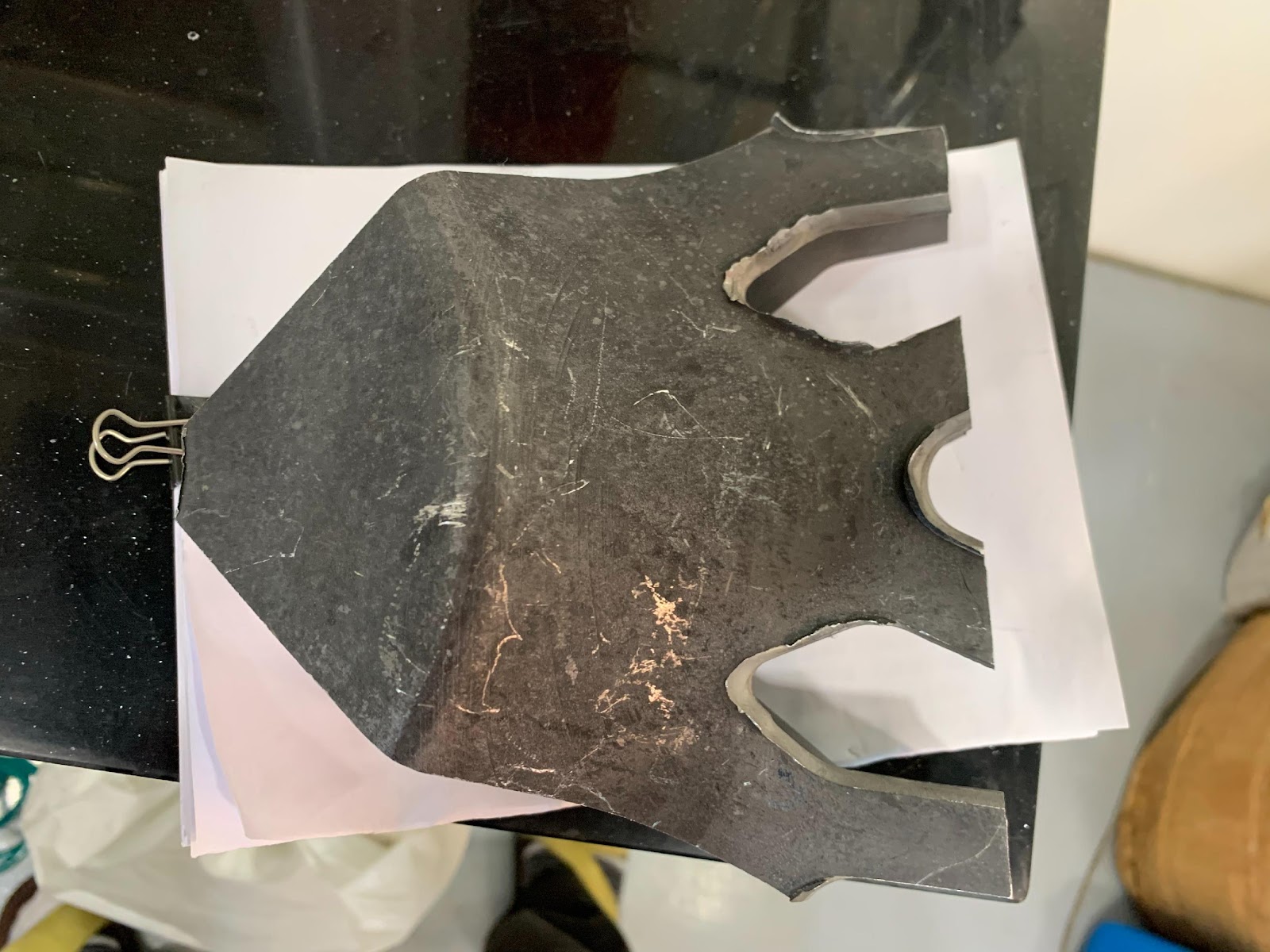
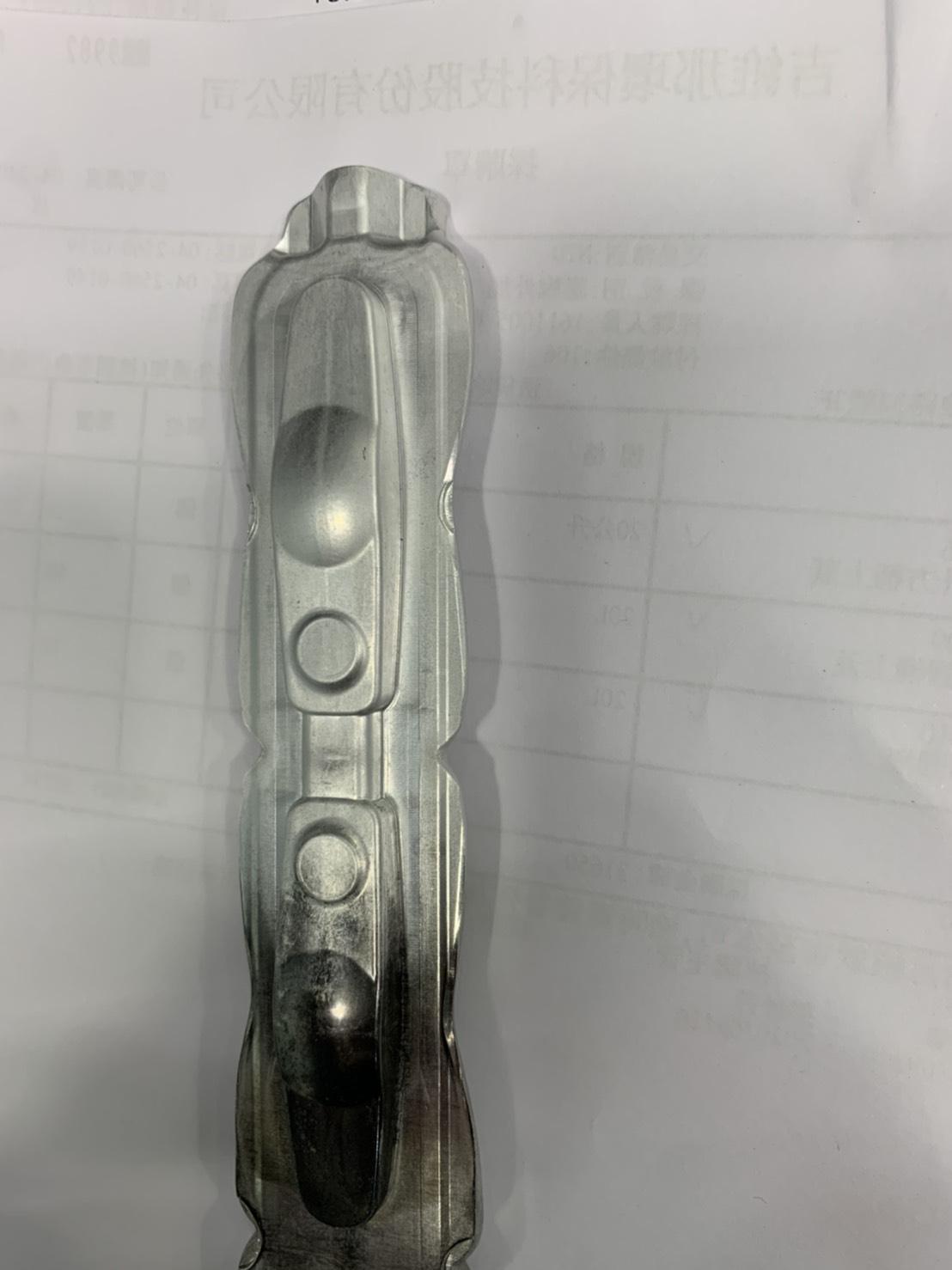
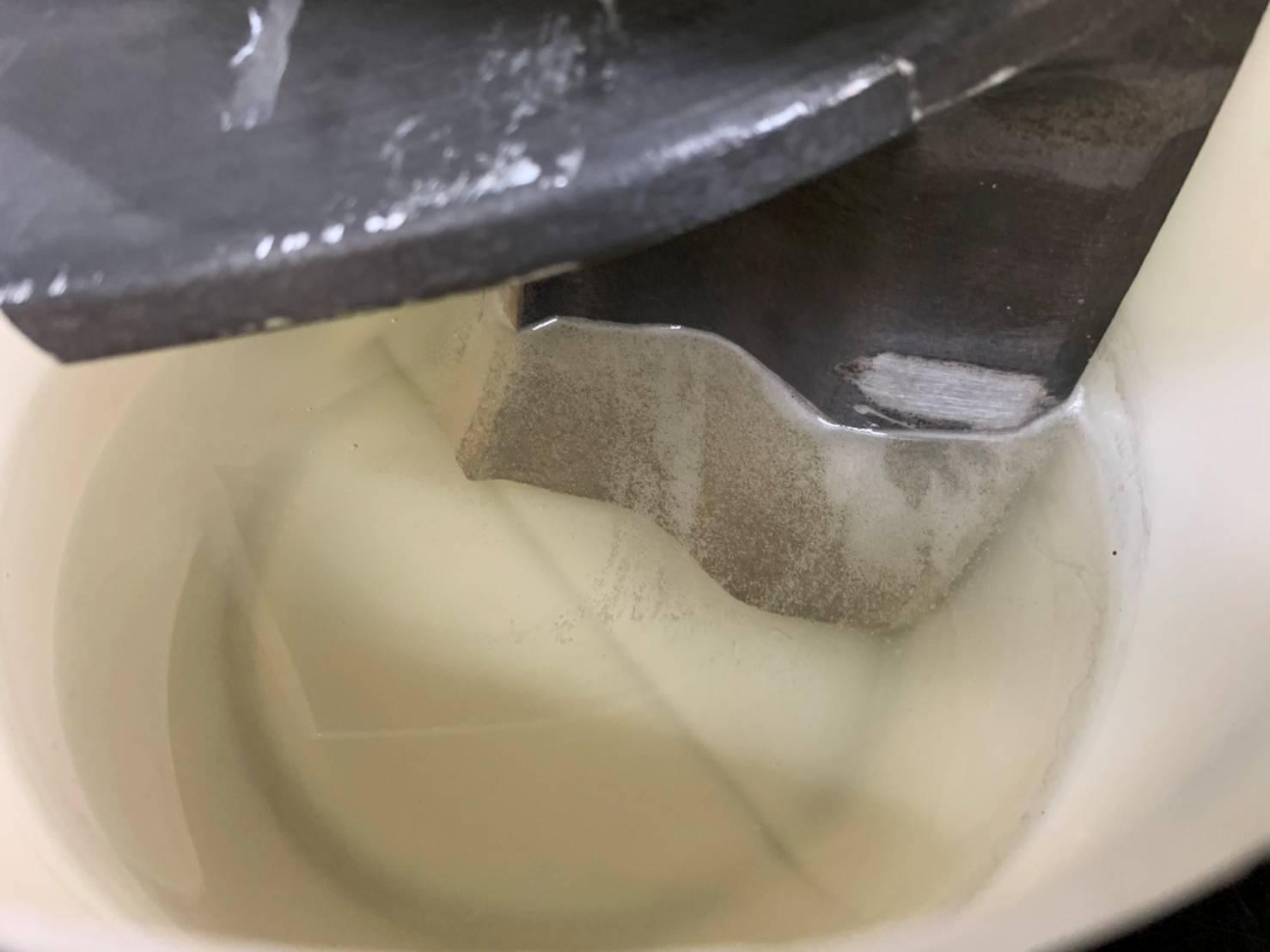
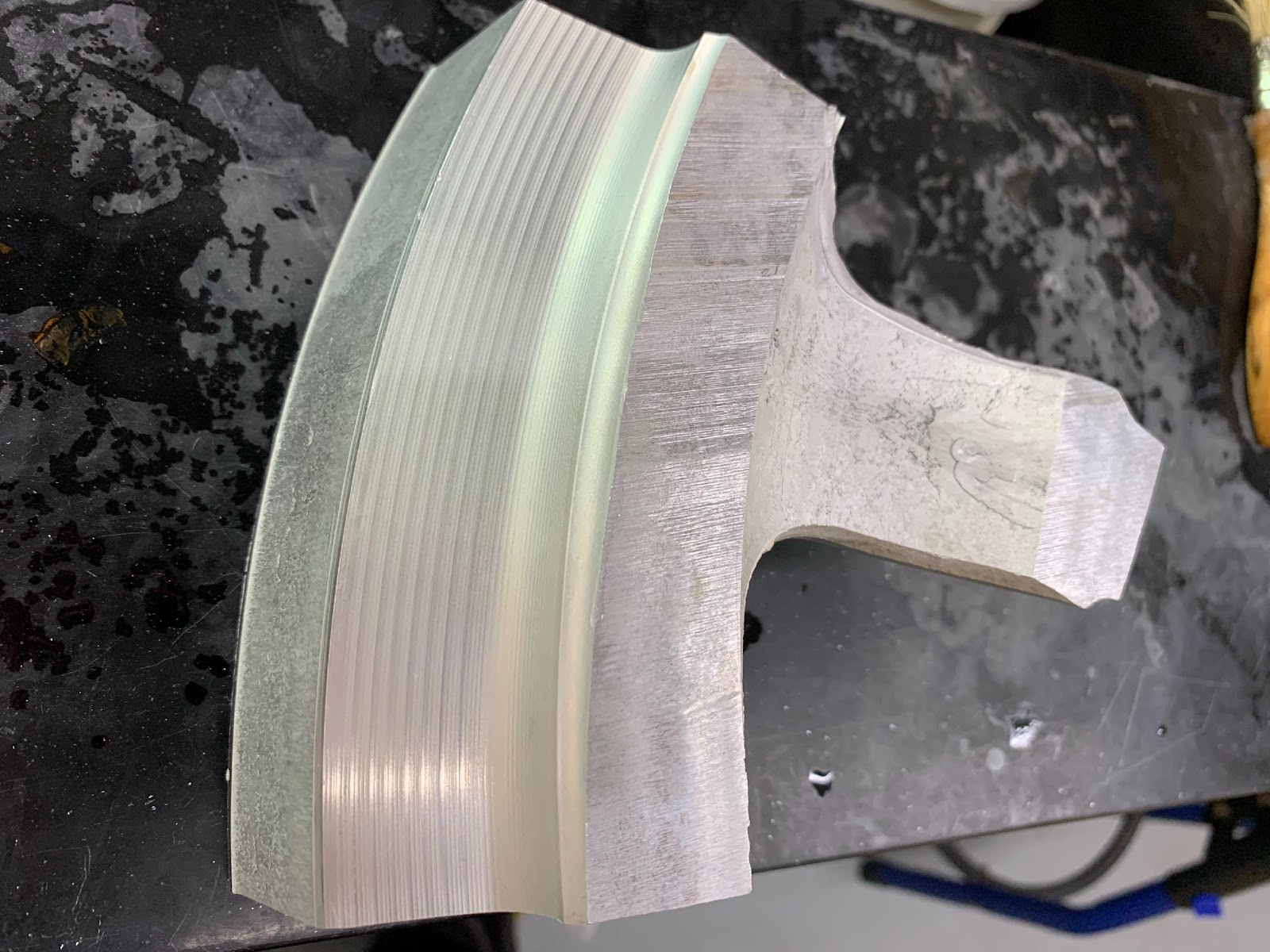
清洗前鋁輪表面全部被石墨覆蓋。將輪圈塊E1、E2(材質6061)一端放入鋁合金專用水性剝漆劑AHLR03-GTC中,室溫浸泡3分鐘,取出以高壓水槍噴洗乾淨。(下圖左為E1,圖右為E2)





1.1 發現AHLR03-GTC藥劑能有效清除石墨。此藥劑性質溫和,腐蝕少,鍛造紋都還在。但是因為腐蝕少,所以有些位置在鍛造紋較深處的石墨黑點還在。

-
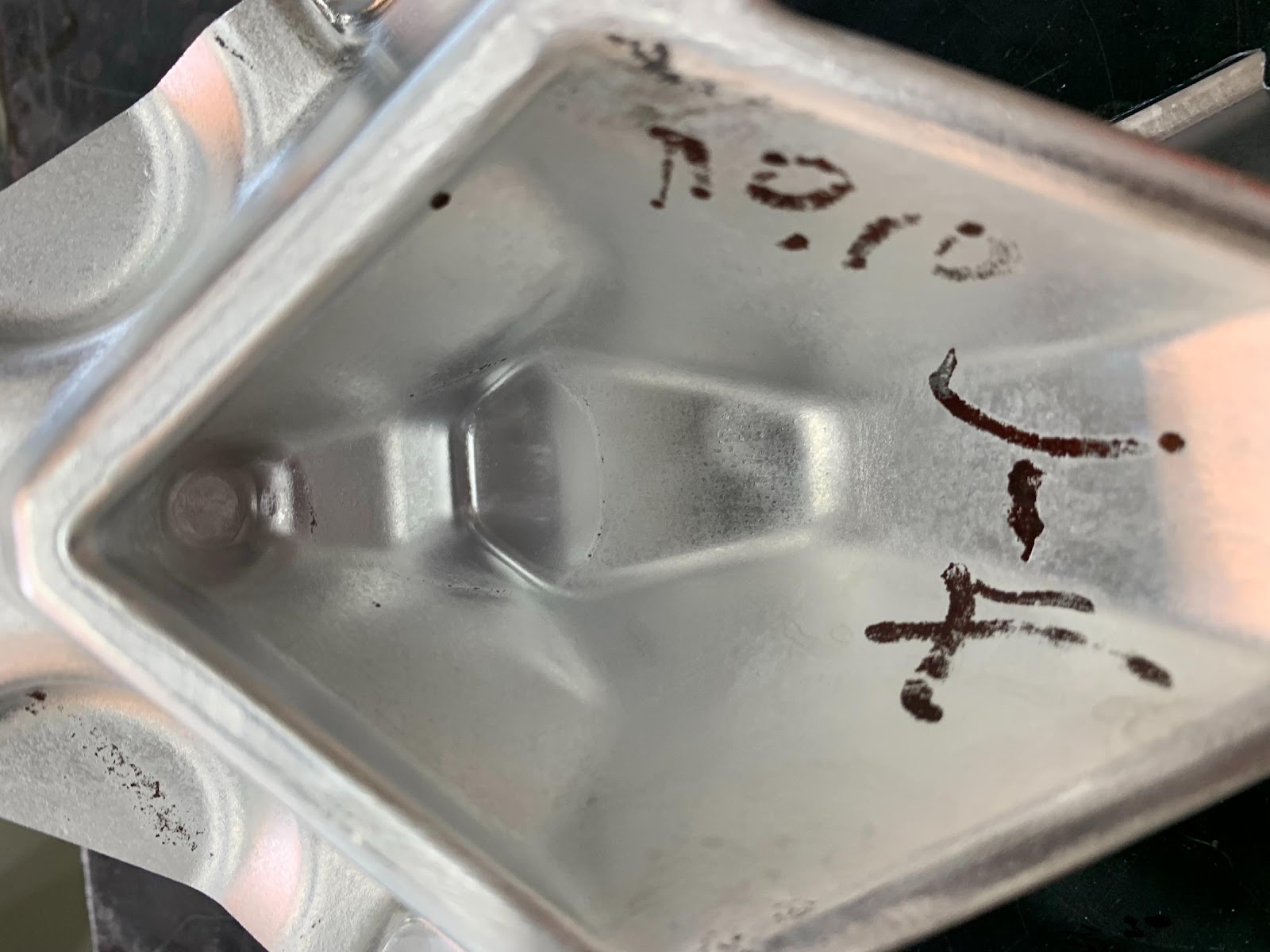
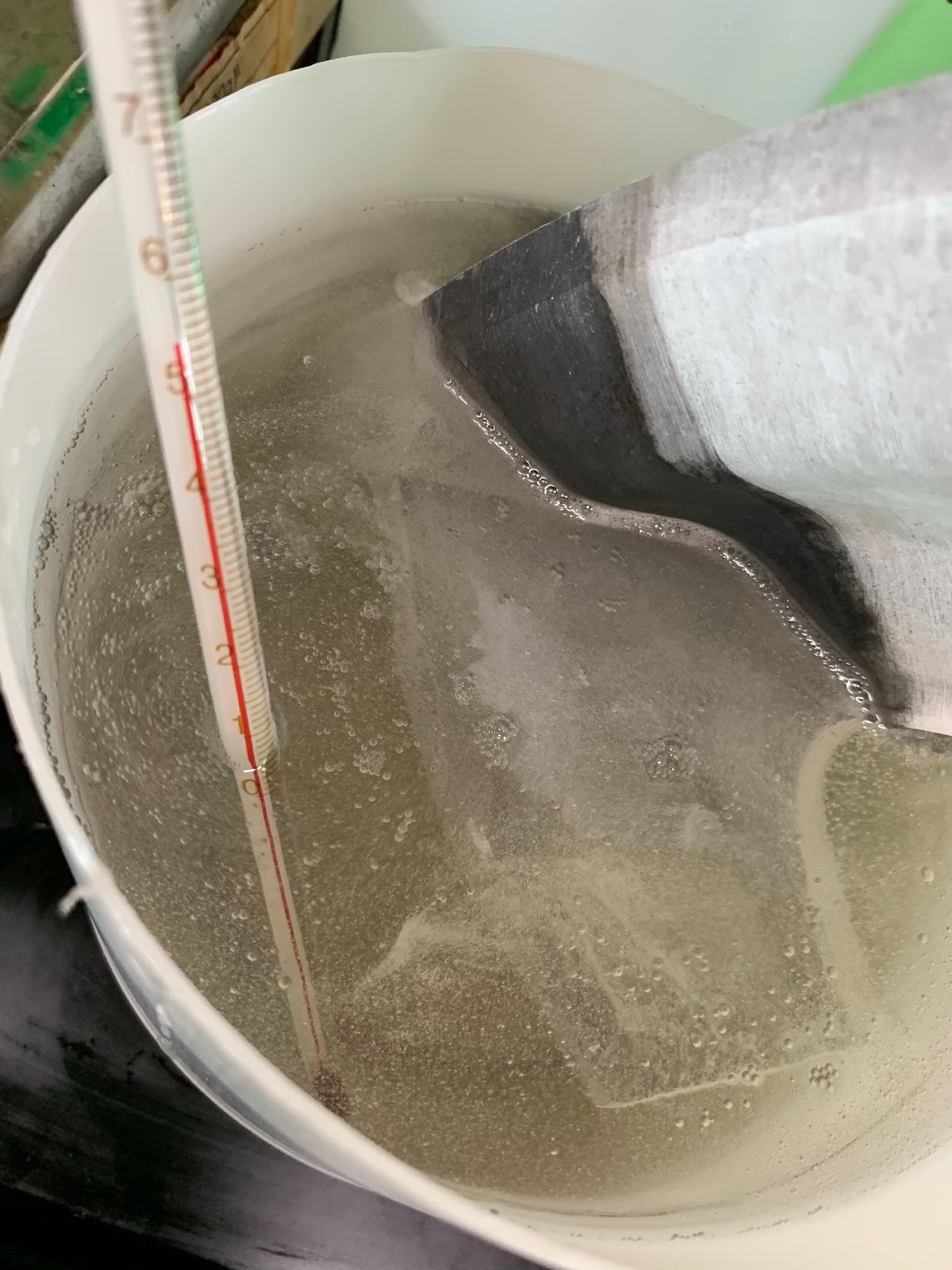
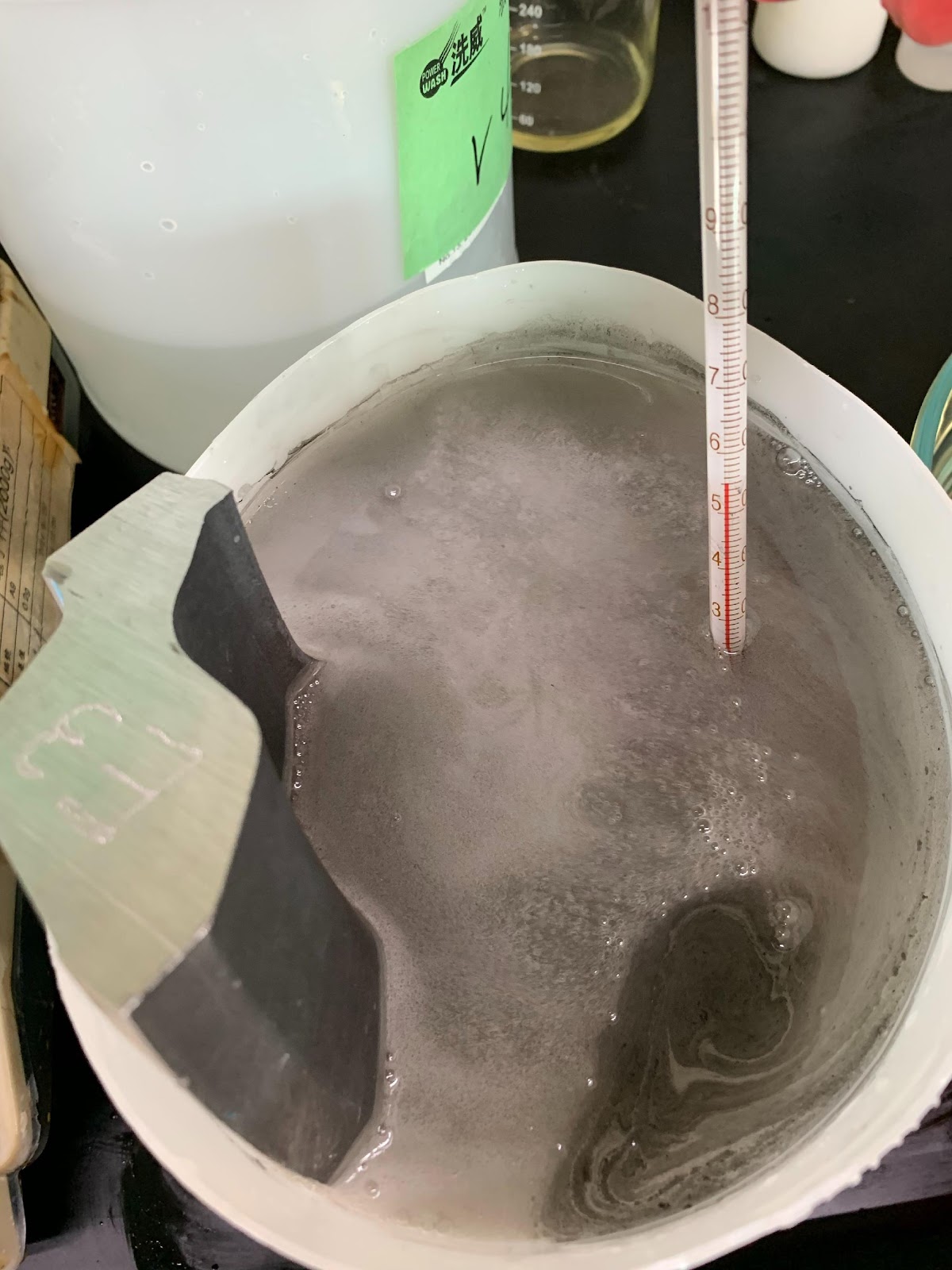
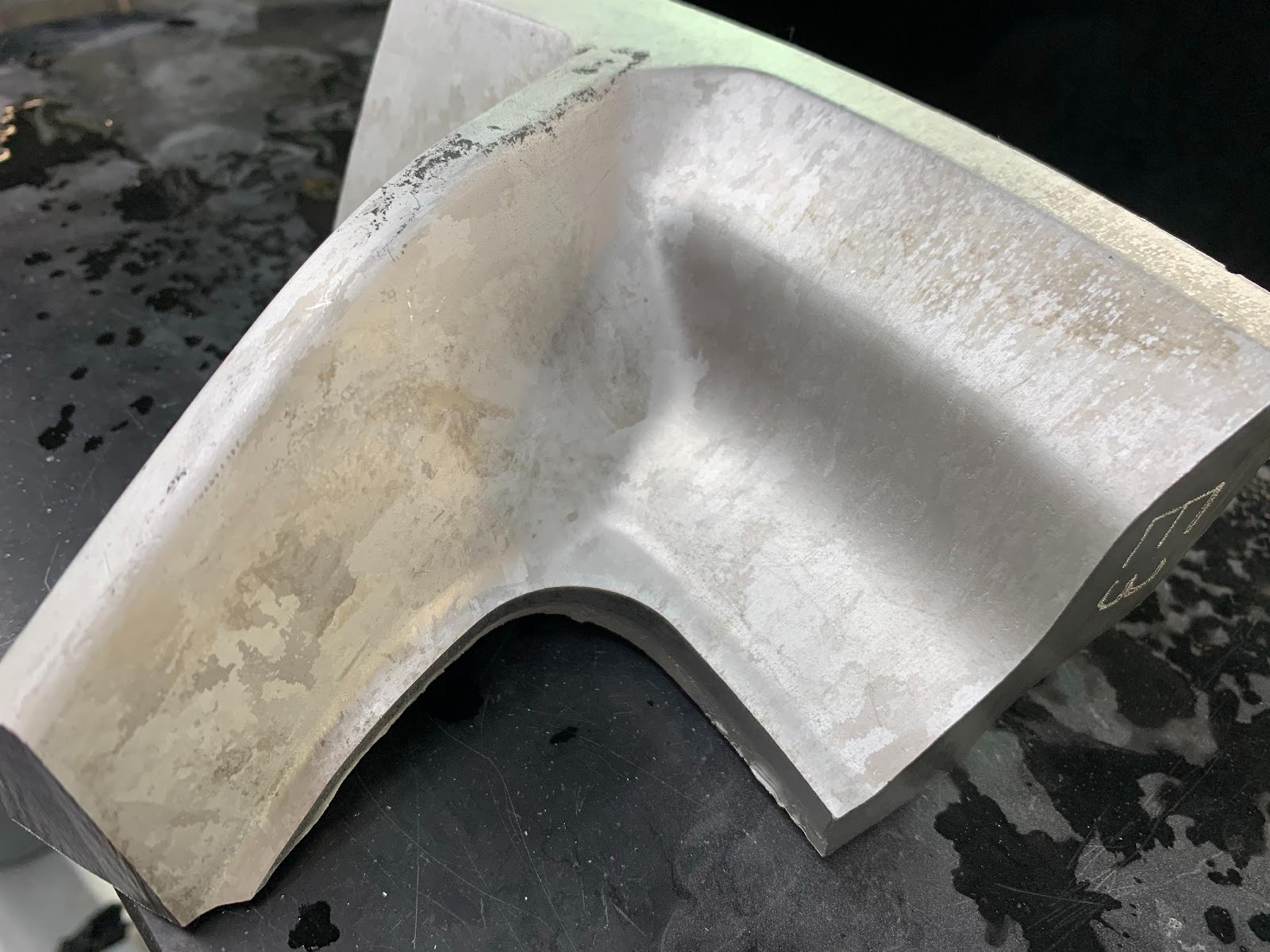
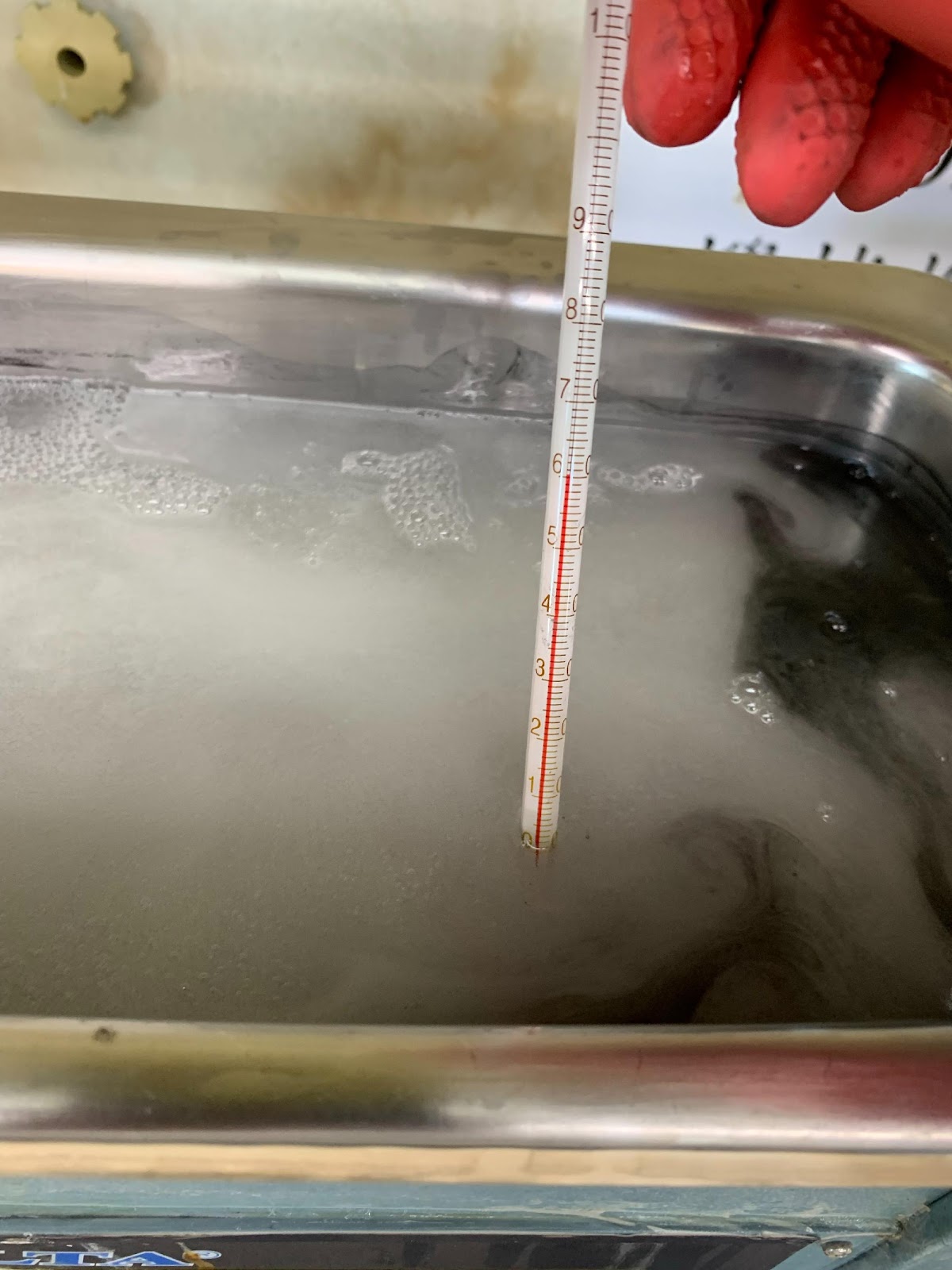
將藥劑升溫,將AHLR03-GTC加熱到50~55℃,取輪圈塊E2另一端,50~55℃下浸泡3分鐘。

2.1 發現將AHLR03-GTC藥劑加熱到50~55℃,同樣浸泡3分鐘,潔淨度更好。除了較深的鍛造紋石墨黑點還在,其他石墨都清除乾淨了。



2.2發現輪圈塊E2使用AHLR03-GTC加熱到50~55℃浸泡3分鐘, 與客戶提供的理想標準件比較。發現就光澤、亮度、觸感,都非常接近。

-
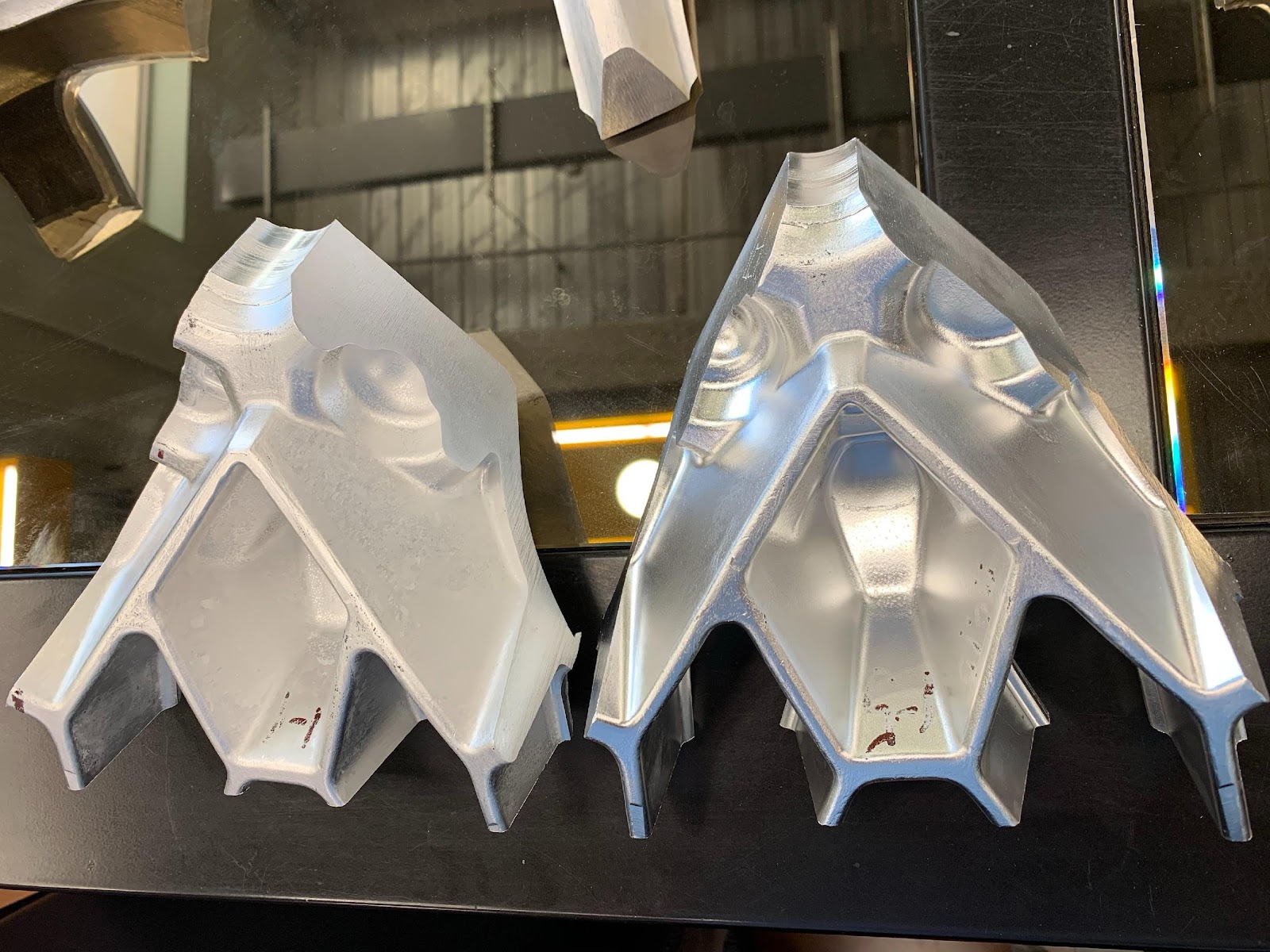
延長浸泡時間為5分鐘。取輪圈塊E3,將AHLR03-GTC加熱到50~60℃,浸泡E3一端5分鐘。

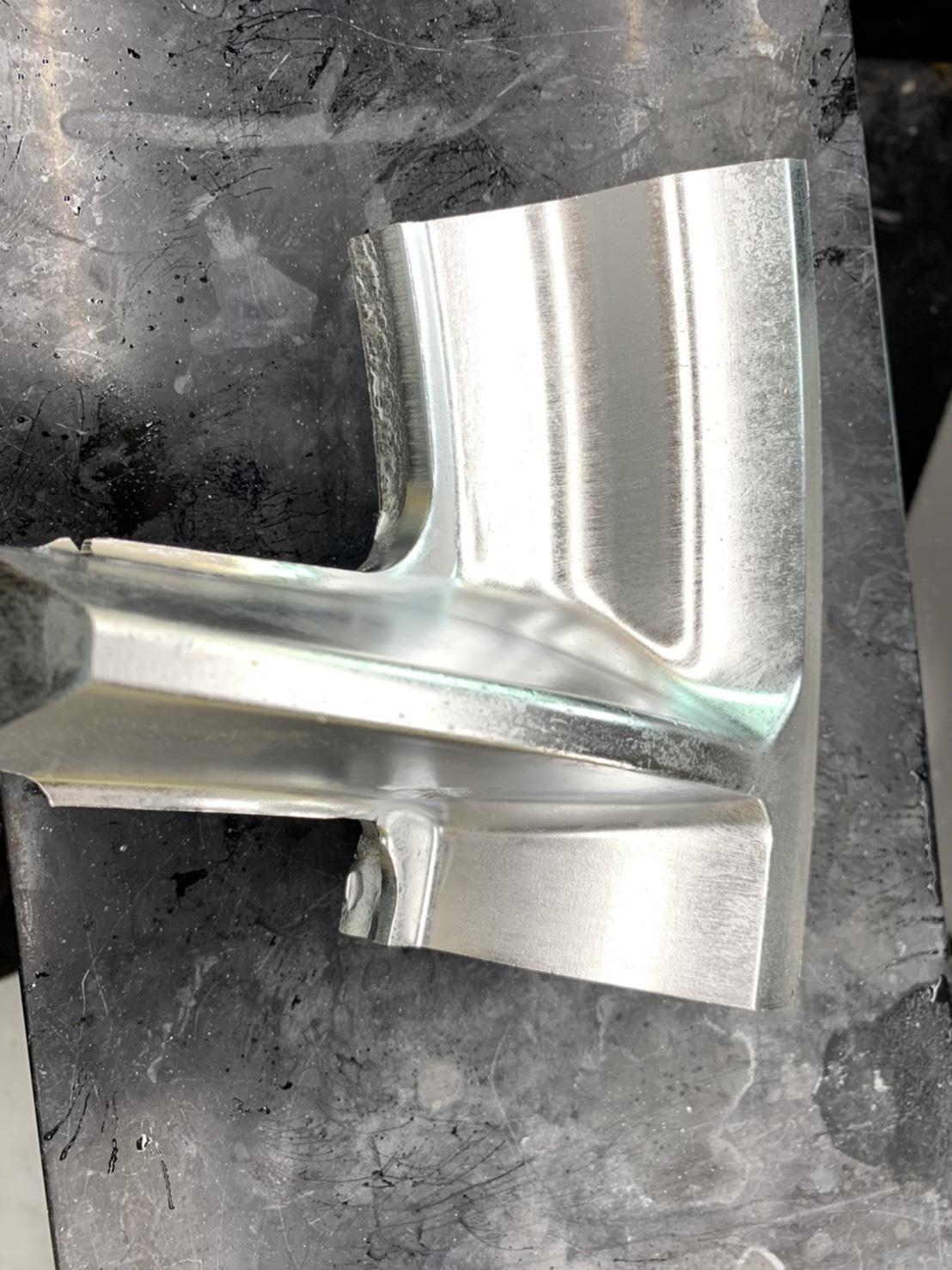
3.1發現使用AHLR03-GTC加熱到50-60℃浸泡5分鐘, 幾乎所有的石墨都清乾淨了,連鍛造紋也整平了。


3.2 在液面以下的部分已經沒有鍛壓紋。因液面晃動而不是全時間浸泡到的,還有鍛壓紋。

3.3取輪圈塊E3將另一側也浸泡到藥劑中。使用AHLR03-GTC加熱到50-60℃浸泡5分鐘。
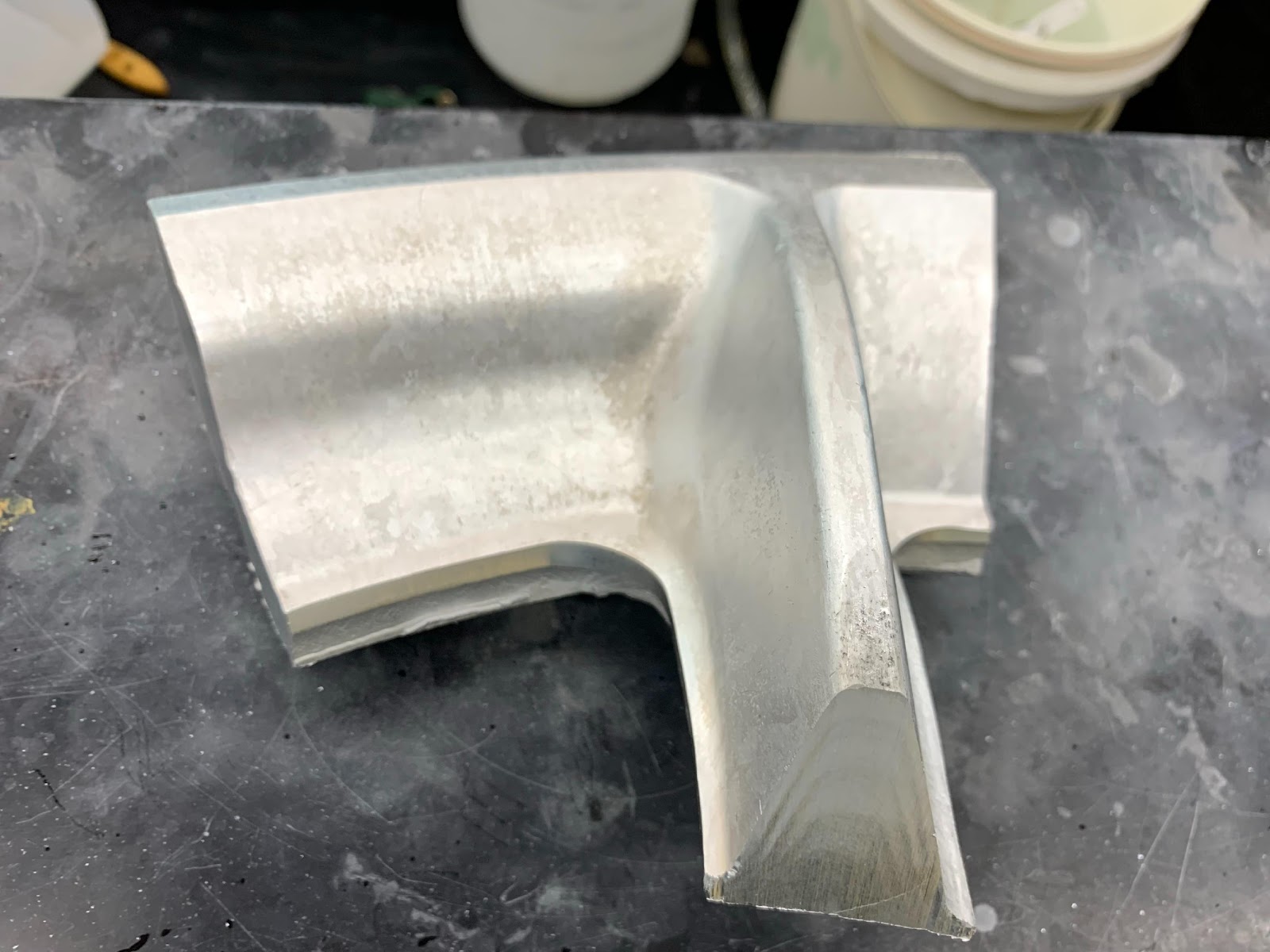
3.4發現輪圈塊E3另一側浸泡到AHLR03-GTC,加熱到50-60℃,浸泡5分鐘後,整塊輪圈塊E3都清洗乾淨了。(除了脊梁還剩一些石墨斑,但是脊梁要車掉,留一點沒關係)


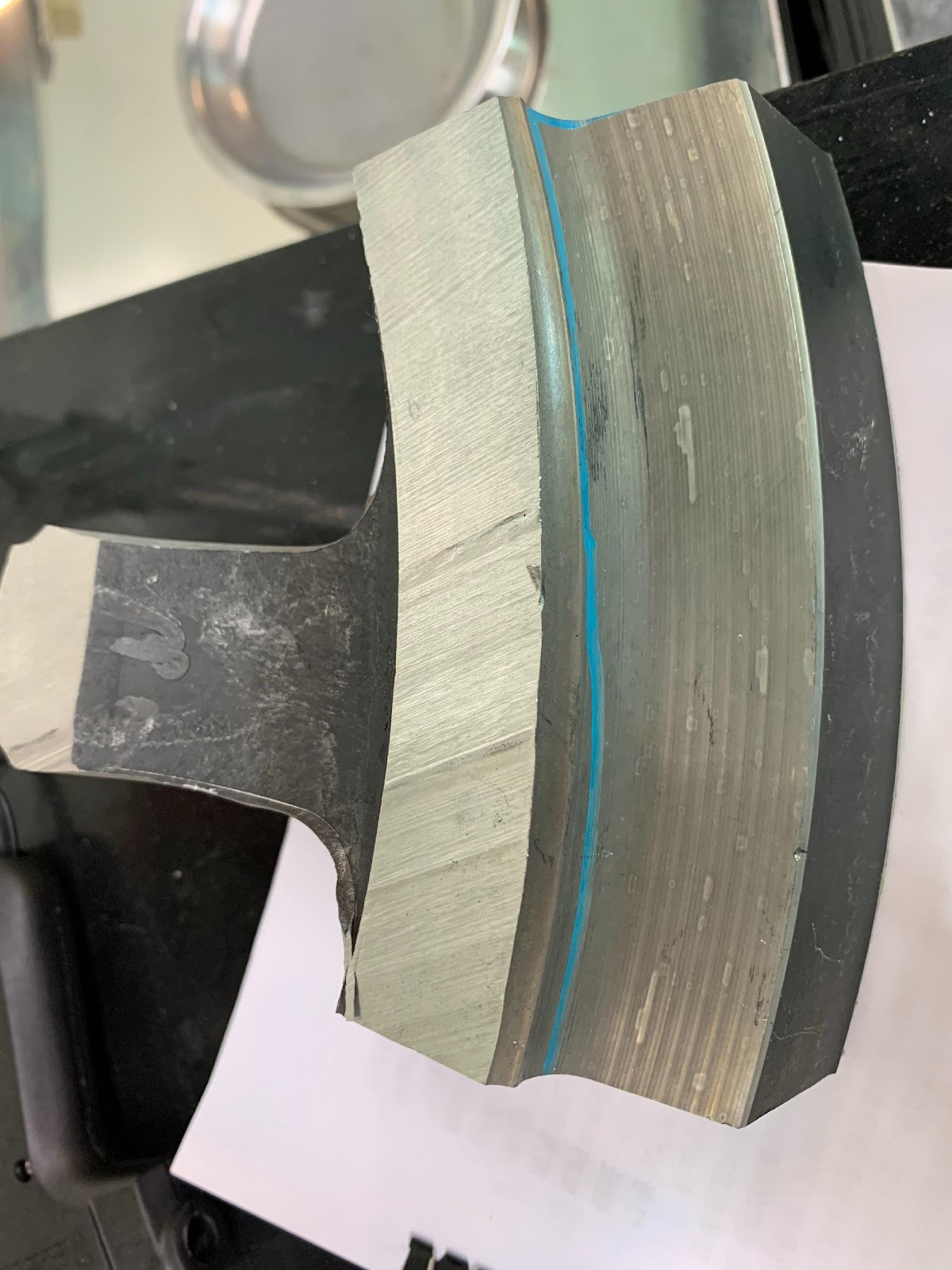
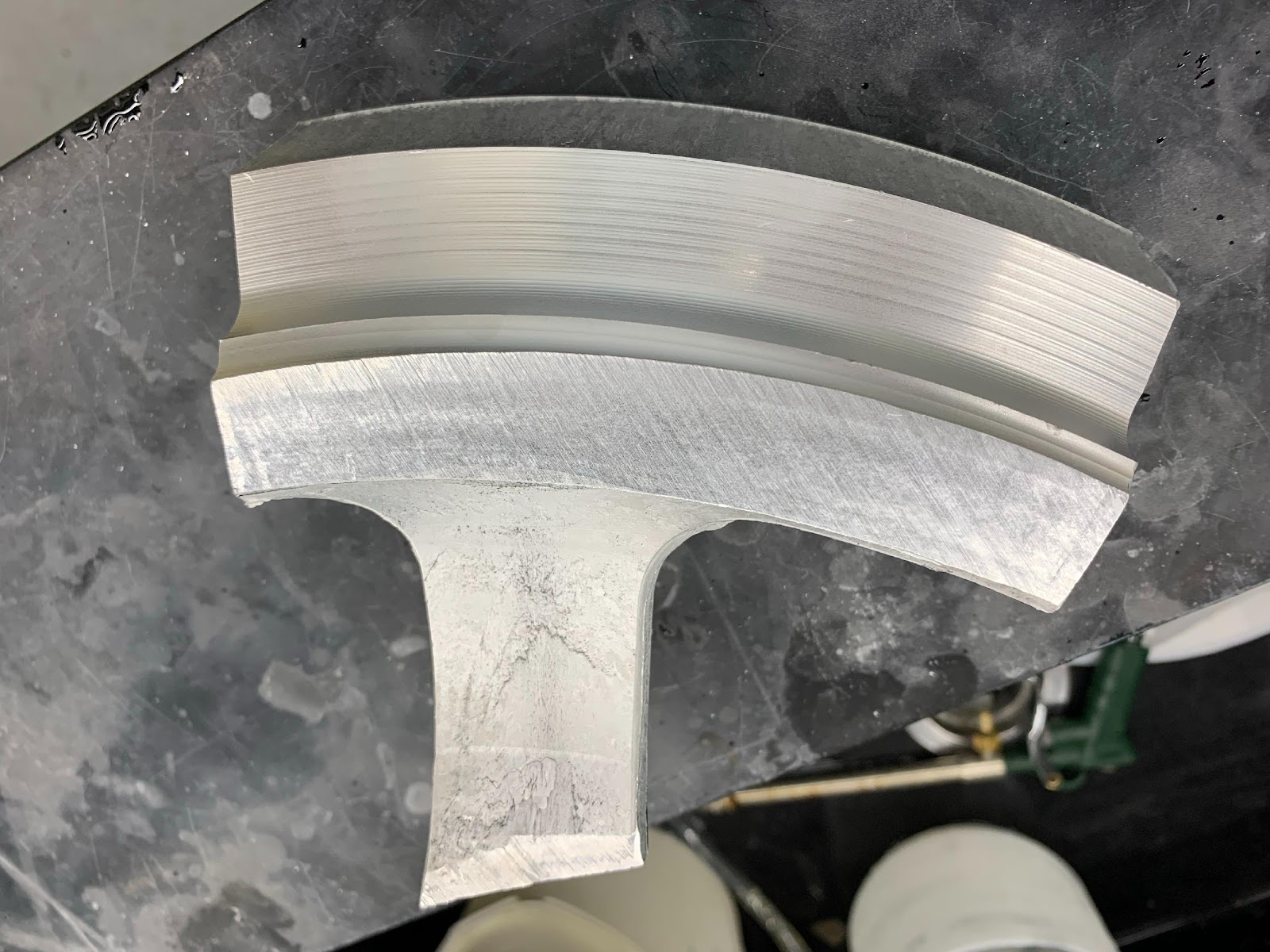
3.5輪圈塊E3浸泡到AHLR03-GTC,加熱到50-60℃,浸泡5分鐘後,整塊輪圈塊E3都清洗乾淨了。鍛造紋也平坦了。綠色框線部分,是重複浸泡到藥劑2次(5分鐘*2),可是沒有過咬,還是相當平滑。可見新開發的藥劑腐蝕性低,對工件的傷害較小。

-
測試輪圈塊E4。整塊浸泡。藥劑AHLR03-GTC一樣加熱到50~60℃,時間一樣為5分鐘。


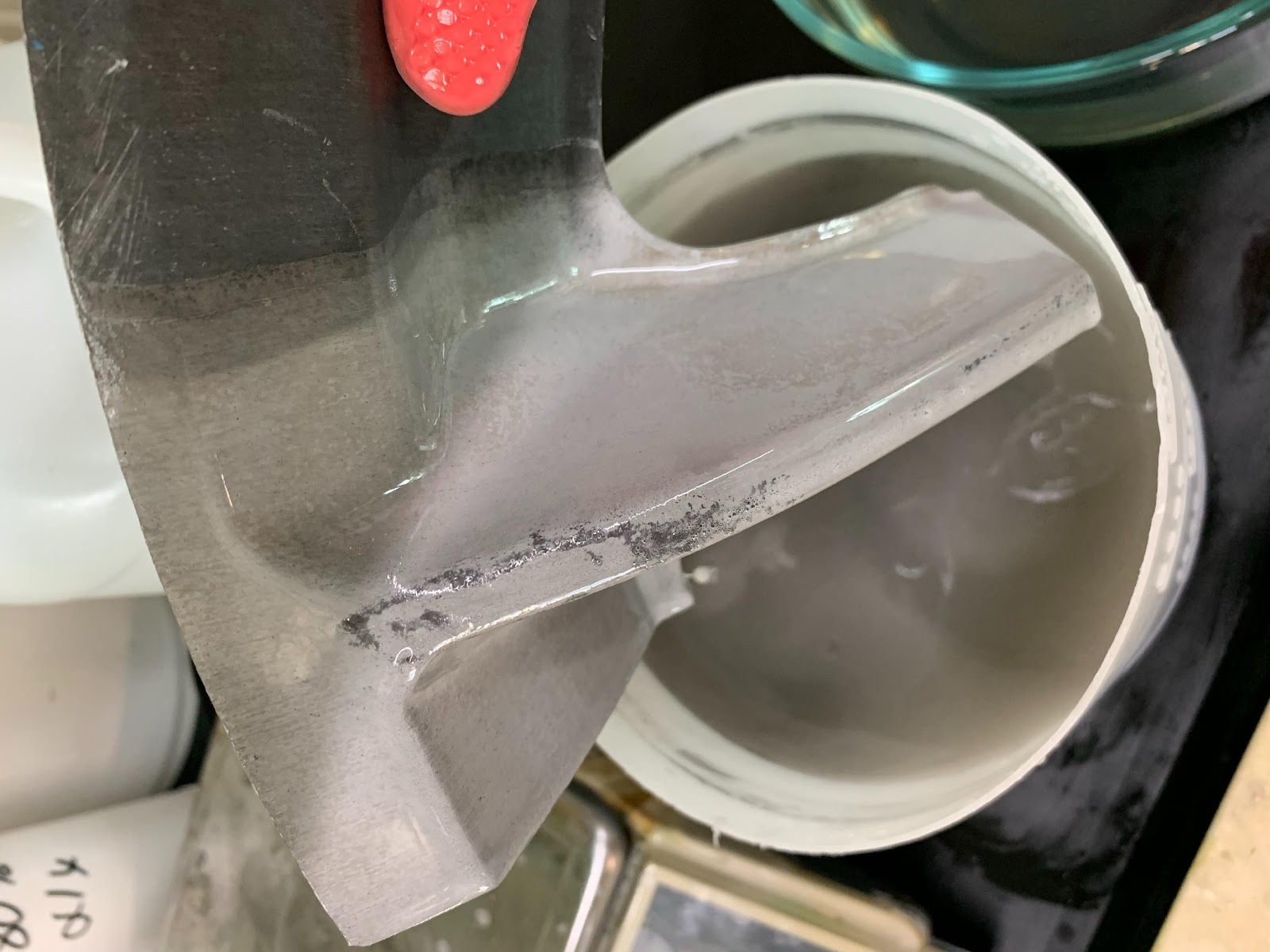
4.1發現石墨完全洗乾淨了。表面也非常光滑光亮。
4.2 放大來看。石墨完全洗乾淨了。表面也非常光滑光亮。
從結果可以曉得,藥劑AHLR03-GTC加熱到50~60℃,浸泡時間為5分鐘。有很好的清洗效果。
-
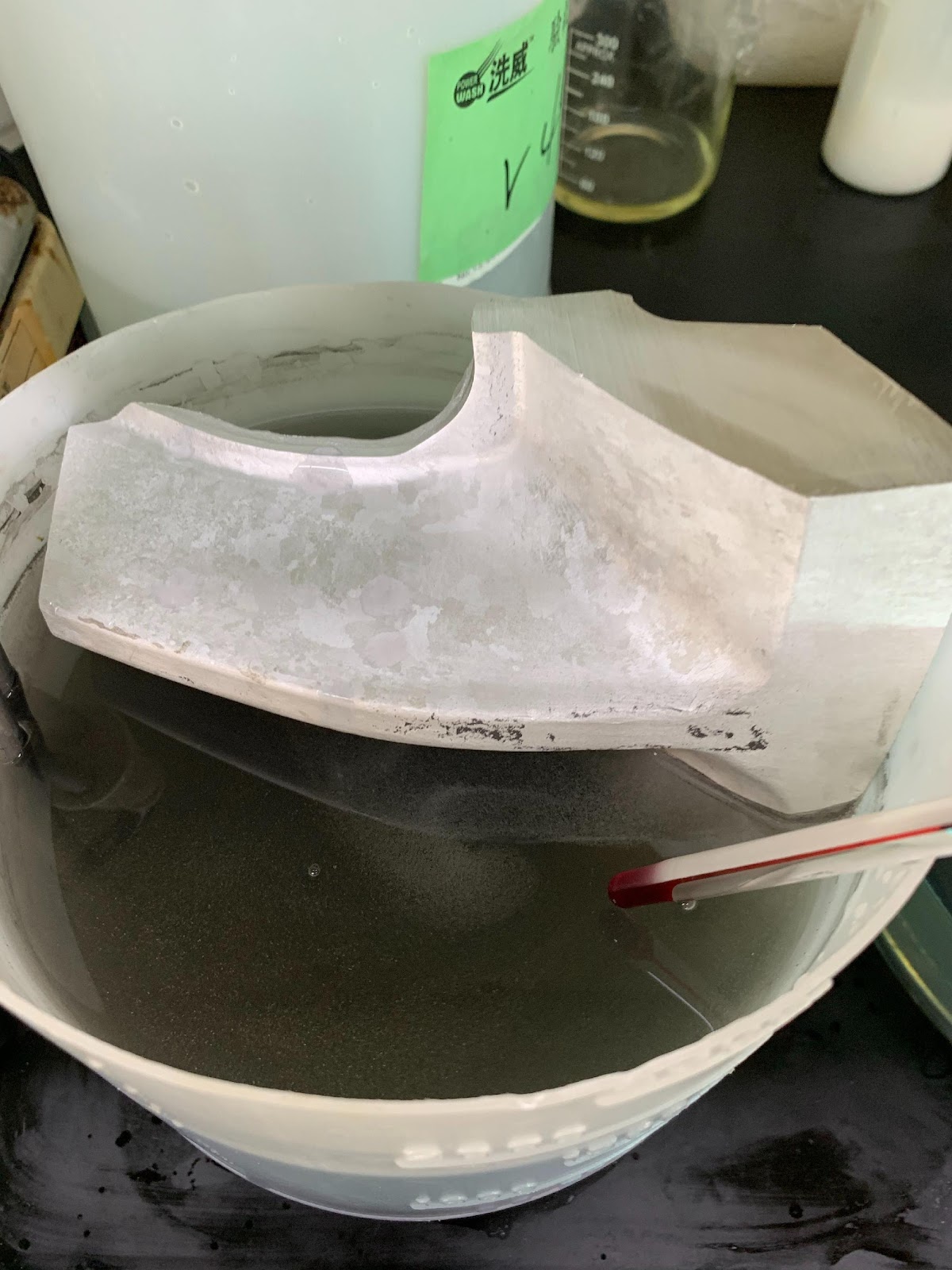
測試輪圈塊E12。輪圈塊E12客戶描述,由於此位置形狀的關係,鍛面較不平整,會有較多較深的鍛壓紋。



5.1將E12浸泡在加熱到50~60℃的AHLR03-GTC藥劑中,4分鐘。取出以高壓水槍噴洗乾淨。發現表面還有許多石墨卡在皺褶裡,未能完全清洗乾淨。


5.2再浸泡4分鐘(4+4=8分鐘)。表面有鍛壓紋的皺褶裡還有少許石墨卡在裡面。



5.3再浸泡4分鐘(4+4+4=12分鐘)。發現鍛壓紋裡的石墨非常難清除。
所幸的AHLR03-GTC藥劑溫和,輪圈表面還是非常光平整。並沒有過度蝕刻的現象。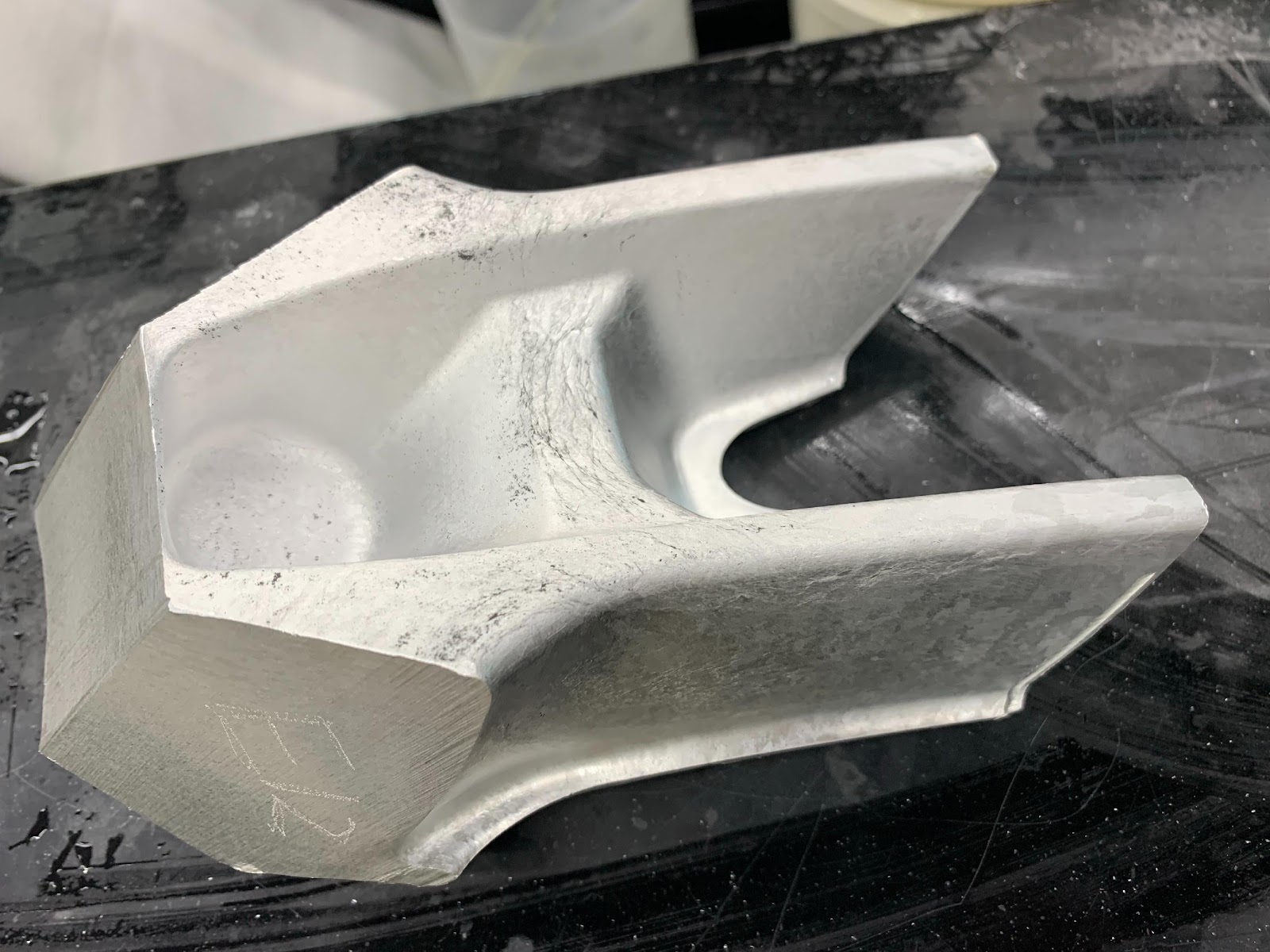

5.4再浸泡4分鐘。並開啟超音波輔助清洗。(總浸泡時間:4+4+4+4(超音波)=16分鐘) 發現鍛壓紋深處的石墨還是無法清除。超音波輔助清洗並無顯著幫助。


5.5 AHLR03-GTC藥劑並不會造成過度蝕刻的現象,延長浸泡到16分鐘後,輪圈平滑面表面仍然非常平順光滑。

-
結論:
6.1 鋁合金專用水性剝漆劑AHLR03-GTC應用於6061鋁輪圈清除石墨膏,有很好的效果。
6.2 鋁合金專用水性剝漆劑AHLR03-GTC不會造成6061鋁輪圈過度咬蝕,而使鋁輪圈表面粗糙。
6.3,建議清洗條件:(材質6061鋁輪圈清除石墨膏)將鋁合金專用水性剝漆劑AHLR03-GTC加熱到50~60℃,置入輪圈浸泡4~5分鐘後,取出以高壓水槍噴洗乾淨。視需要重複此步驟2~3次。
6.4 有些較深的鍛壓紋其上的石墨不好清除。若是位於將來會使用車床拋除,或是拋光研磨去除的位置,建議不需要為了這些部位延長清洗時間。