清洗流程:
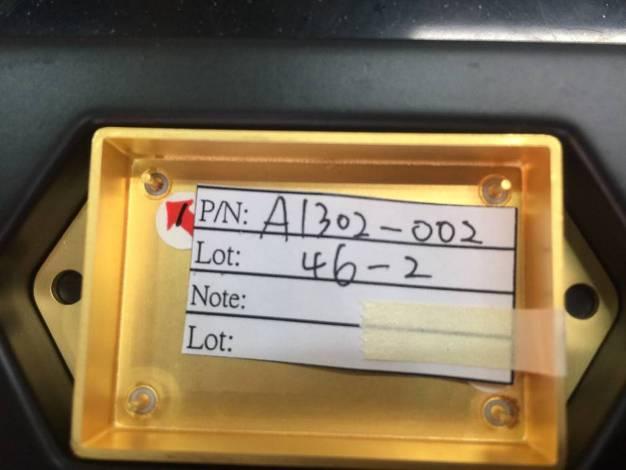
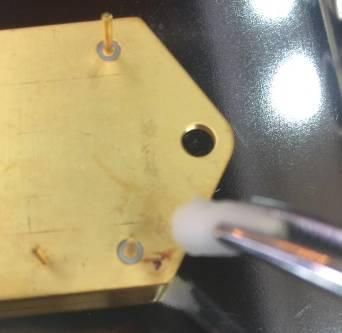
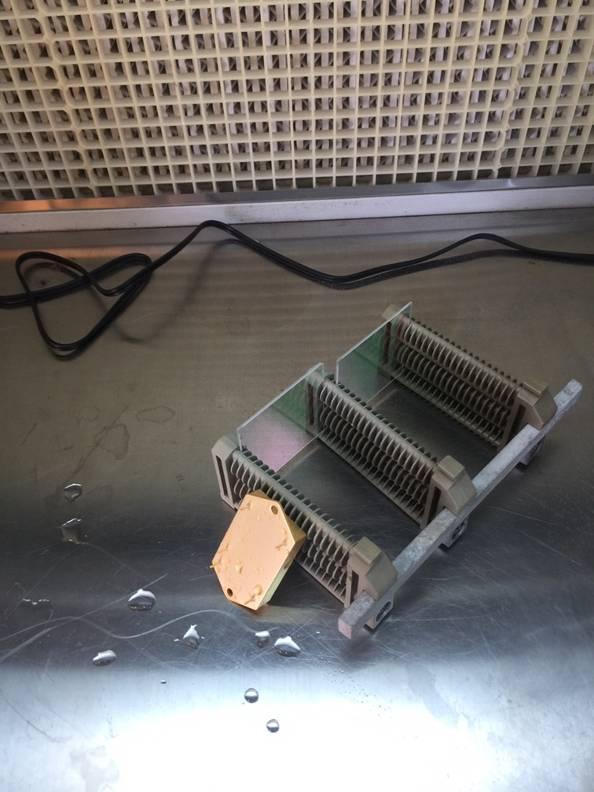
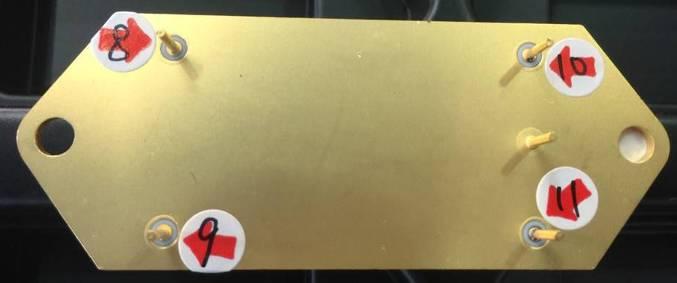
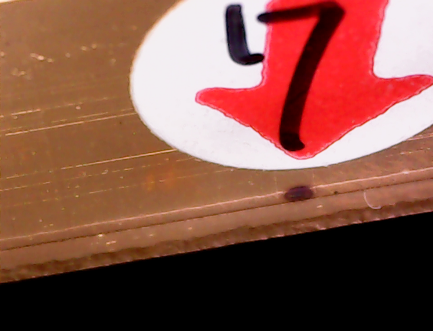
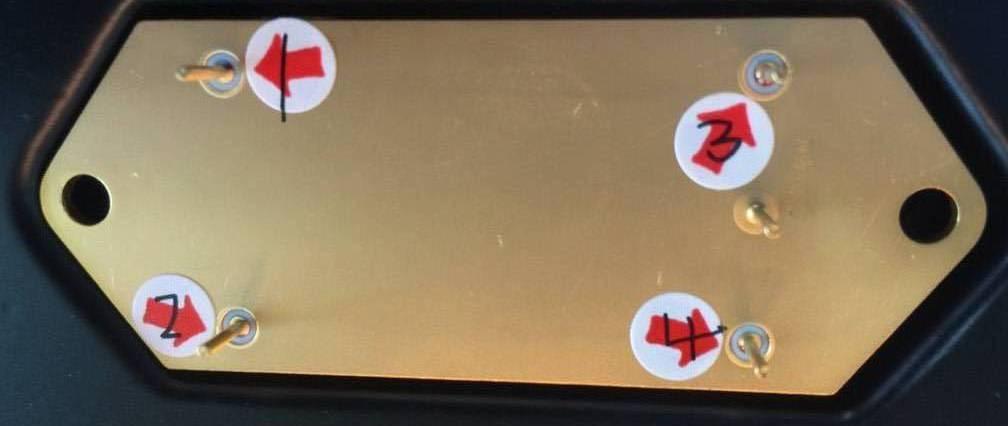
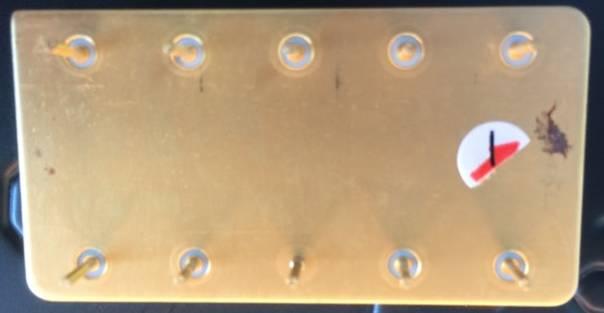
進料開封,確認氧化鏽點。

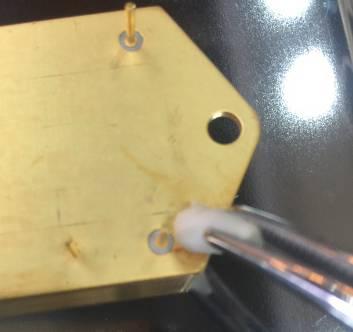
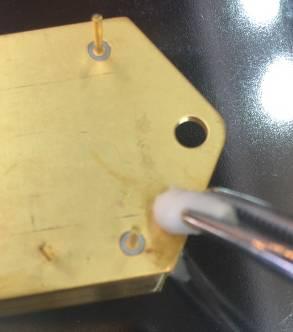
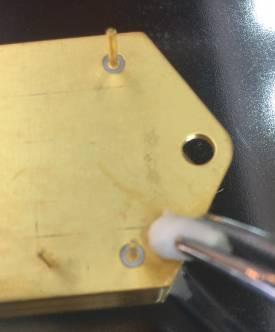
以置於-24V還原電位的PTC-06i,在室溫下,塗抹釘架上的氧化鏽點。





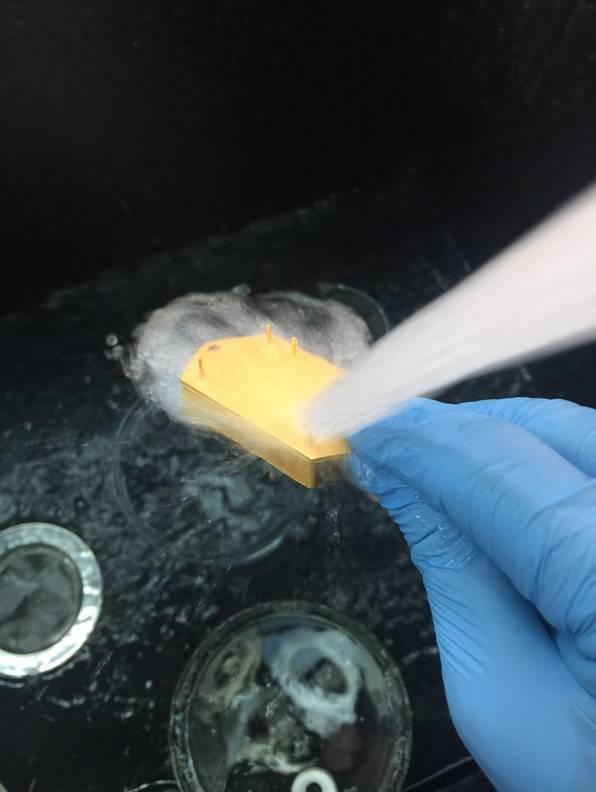
以純水潤洗。

以微塵清洗劑PTC06i,在40KHz超音波中,震盪清洗。
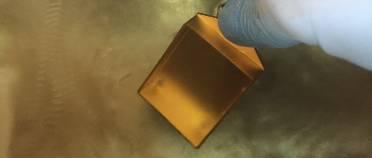
再次以RO純水潤洗乾淨。

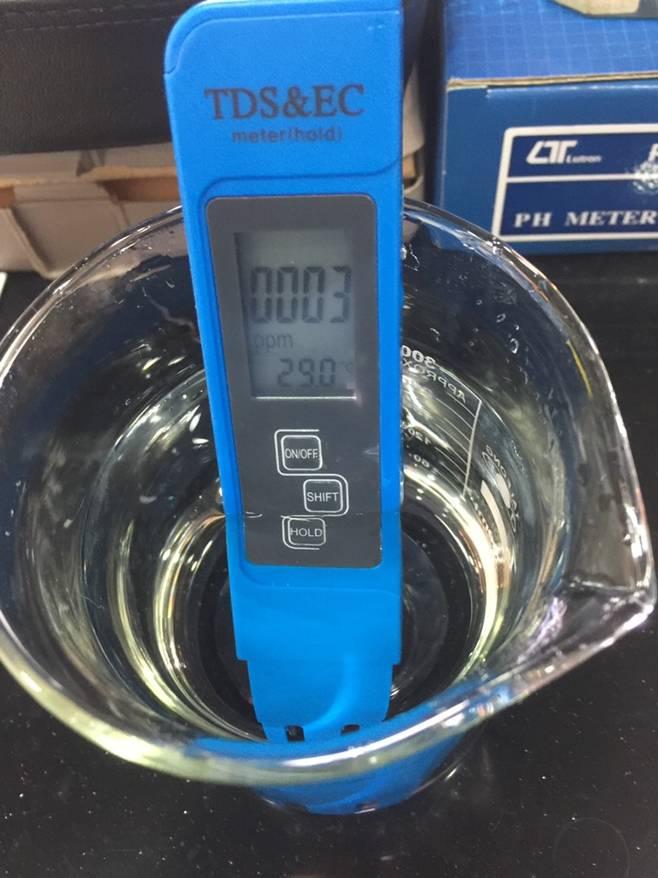
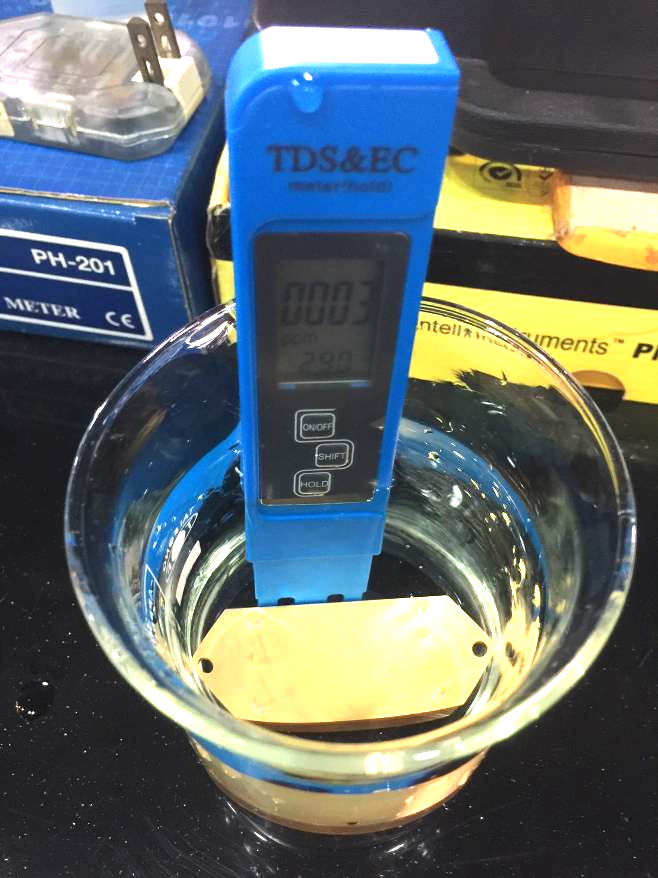
最後再以RO純水浸泡潤洗。確認此潤洗水的導電度達到RO純水的潔淨標準(5ppm以下)。

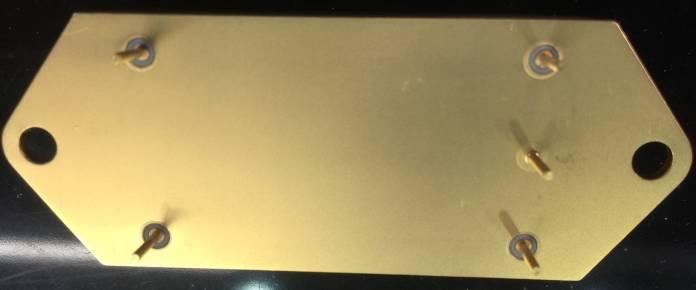
取出靜置於無塵室中陰乾。
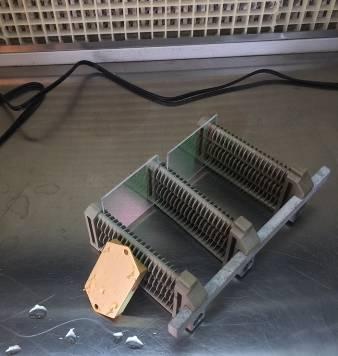
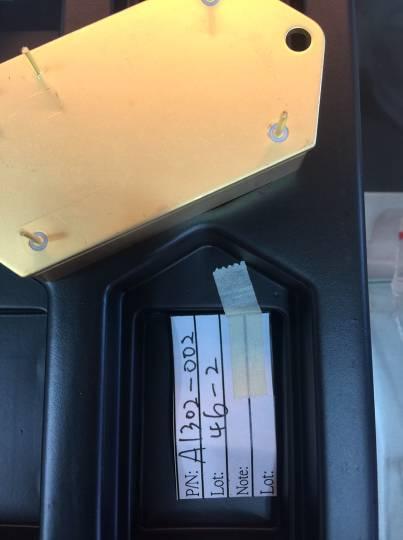
乾燥後,放回原本的釘架盒。原本的釘架編號紙置於下方。