-
清洗前,可以清楚看見焊接所留下的焦痕。


放大來看:


以顯微鏡觀察:


-
以不含金鋼砂的紅色菜瓜布沾取二氧化矽薄膜清潔劑SMC04擦拭後,以水清洗乾淨。


放大來看:

以顯微鏡觀察:


-
結論:使用二氧化矽薄膜清潔劑SMC04,能有效去除鋁合金焊接後所留下的焦痕。


二氧化矽薄膜清潔劑SMC04(pH 5.0)應用於鋁合金焊道去除焦痕測試報告
清洗前,可以清楚看見焊接所留下的焦痕。
放大來看:
以顯微鏡觀察:
以不含金鋼砂的紅色菜瓜布沾取二氧化矽薄膜清潔劑SMC04擦拭後,以水清洗乾淨。
放大來看:
以顯微鏡觀察:
結論:使用二氧化矽薄膜清潔劑SMC04,能有效去除鋁合金焊接後所留下的焦痕。
二氧化矽薄膜清潔劑SMC04(pH 5.0)應用於鋁合金水痕去除測試報告
鋁合金經濕式噴砂後,孔洞積水以空氣槍噴除,表面留下水痕。



以廚房紙巾沾取二氧化矽薄膜清潔劑SMC04(pH 5.0)擦拭,約擦拭2分鐘,到表面均勻乾淨。(一直擦拭到藥劑乾燥,表面看不見紋路。擦拭後不需再以清水或酒精清洗)


洗威TM二氧化矽薄膜清潔劑SMC04(pH 5.0)搭配震動研磨機應用於JIS A356鋁合金去除表面脫模劑殘留矽紋測試報告
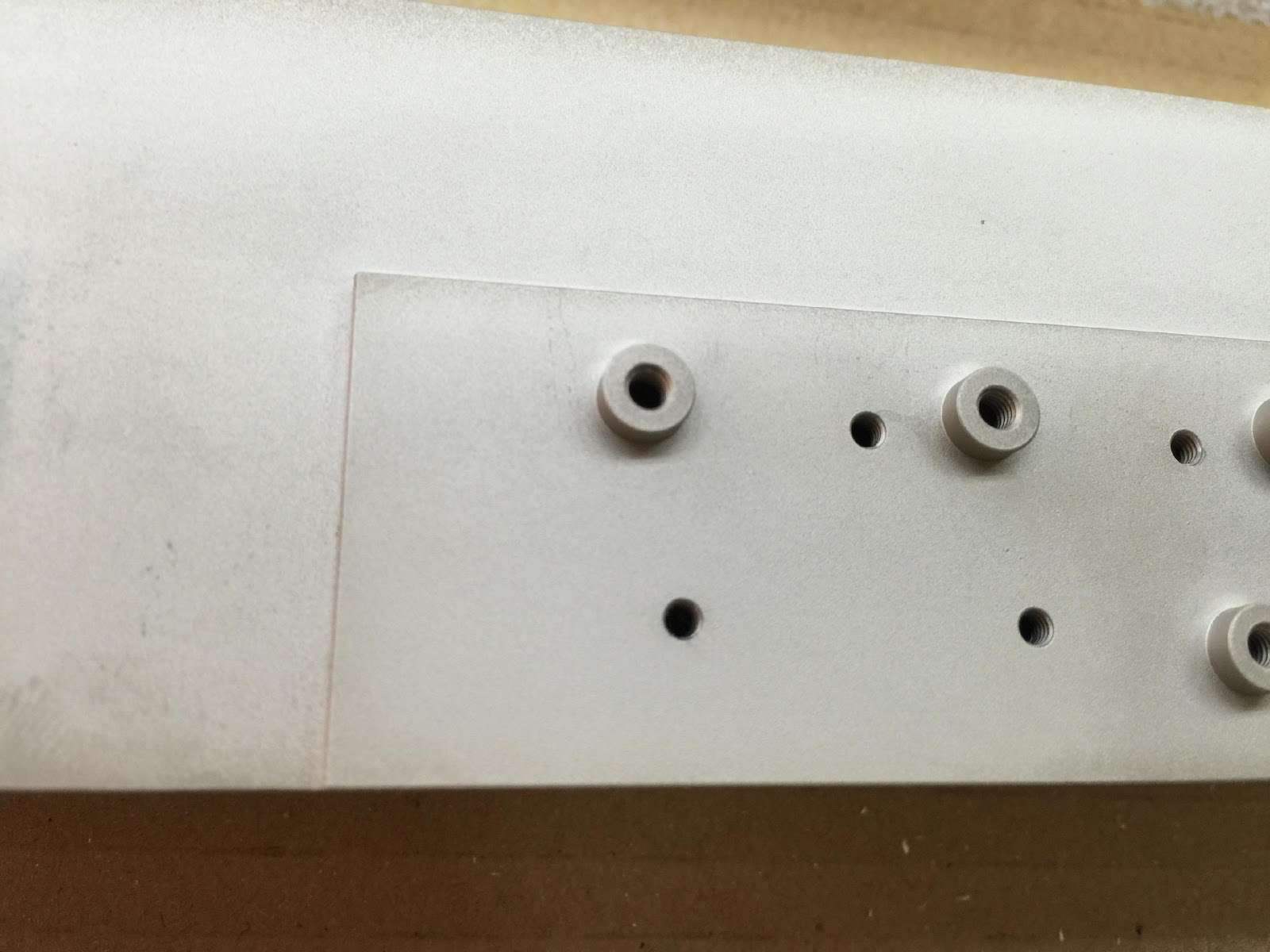
清洗前。鋁合金工件表面散佈許多顏色深淺不一的紋痕,客戶表示可能是silicon脫模劑殘留造成的紋路。
將工件浸泡於二氧化矽薄膜清潔劑SMC04(pH5.0)中,約1秒鐘後,取出。置入震動研磨機(內含1mm粒徑的不銹鋼砂)中,震動研磨1分鐘。取出,再次浸泡入SMC04,1秒鐘後,取出置入震動研磨機中1分鐘。如此反覆10次。(此為實驗室模擬測試,正常量產時應以較大粒徑砥礪(如5~10mm不銹鋼砂或陶瓷砂,混和10~20% SMC04,形成表面沾附藥劑的砥礪),將工件置入研磨5~10分鐘,中間不須將工件取出浸泡藥劑。只要適時加水沖洗髒污,並補充藥劑到砥粒中即可)。



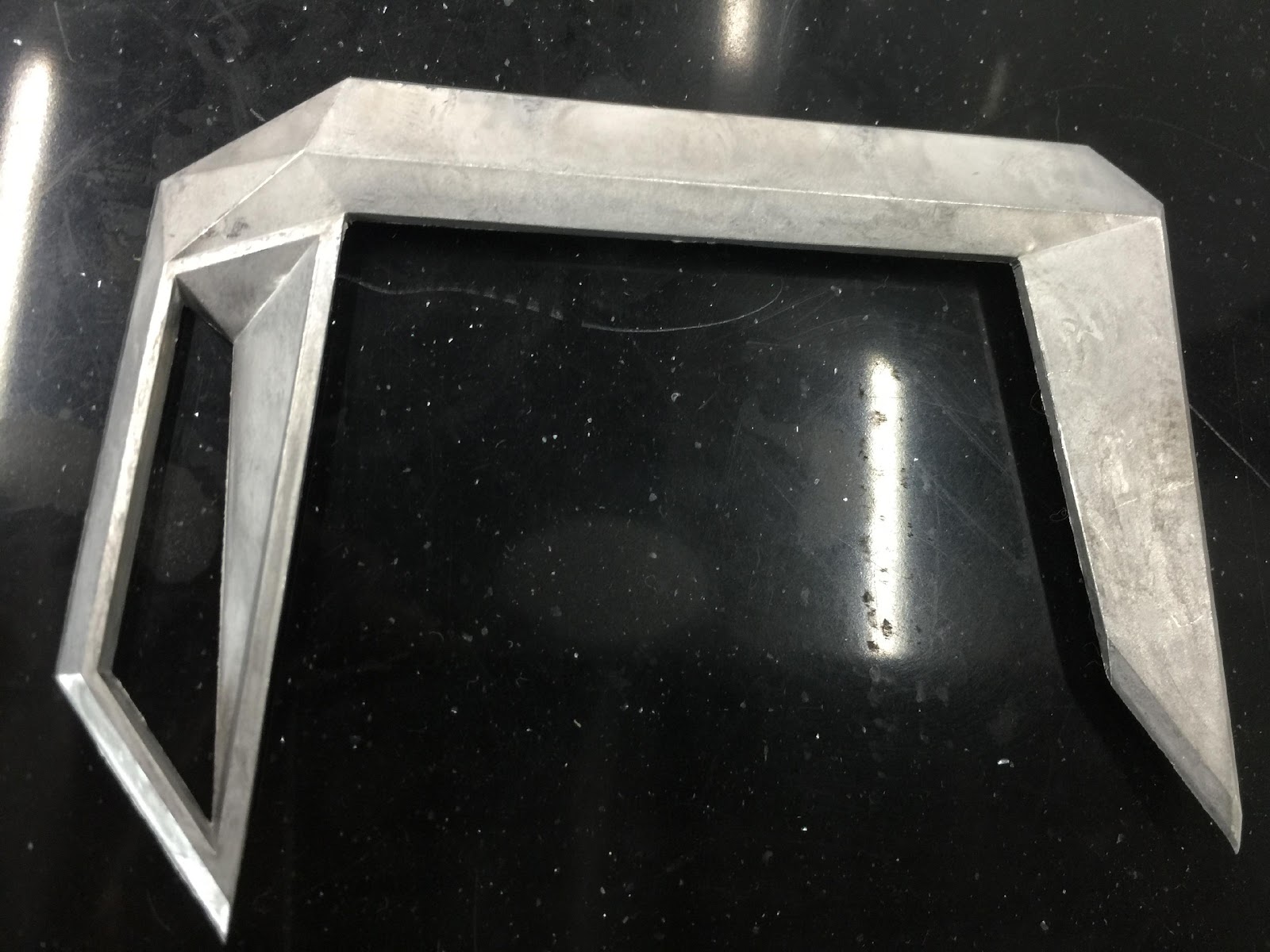
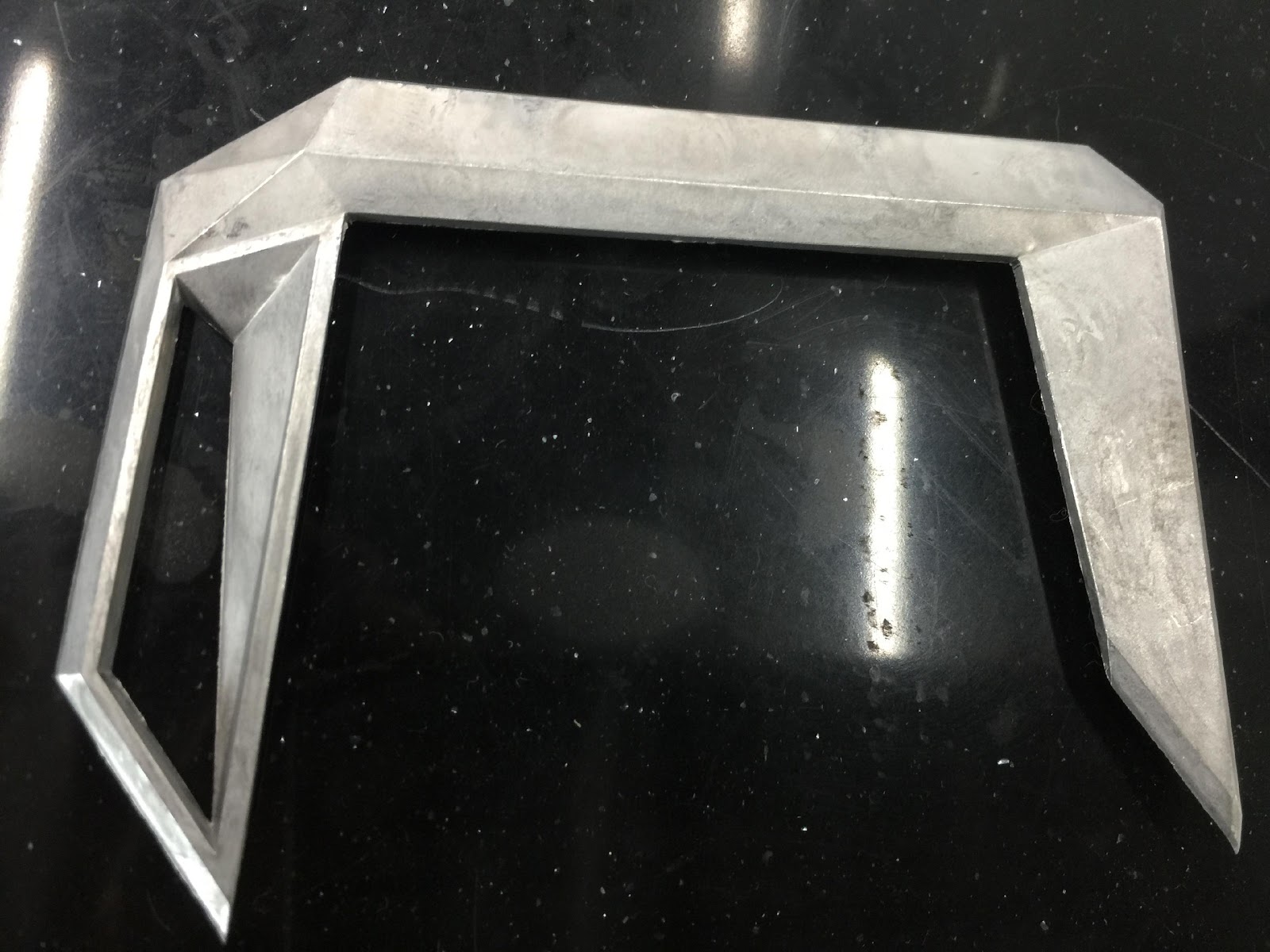
清洗後。參考下方照片。發現鋁合金工件表面恢復金屬光澤。顏色深淺不一的紋路也顯著改善。

比較。下方照片左邊是清洗前。右邊是清洗後。
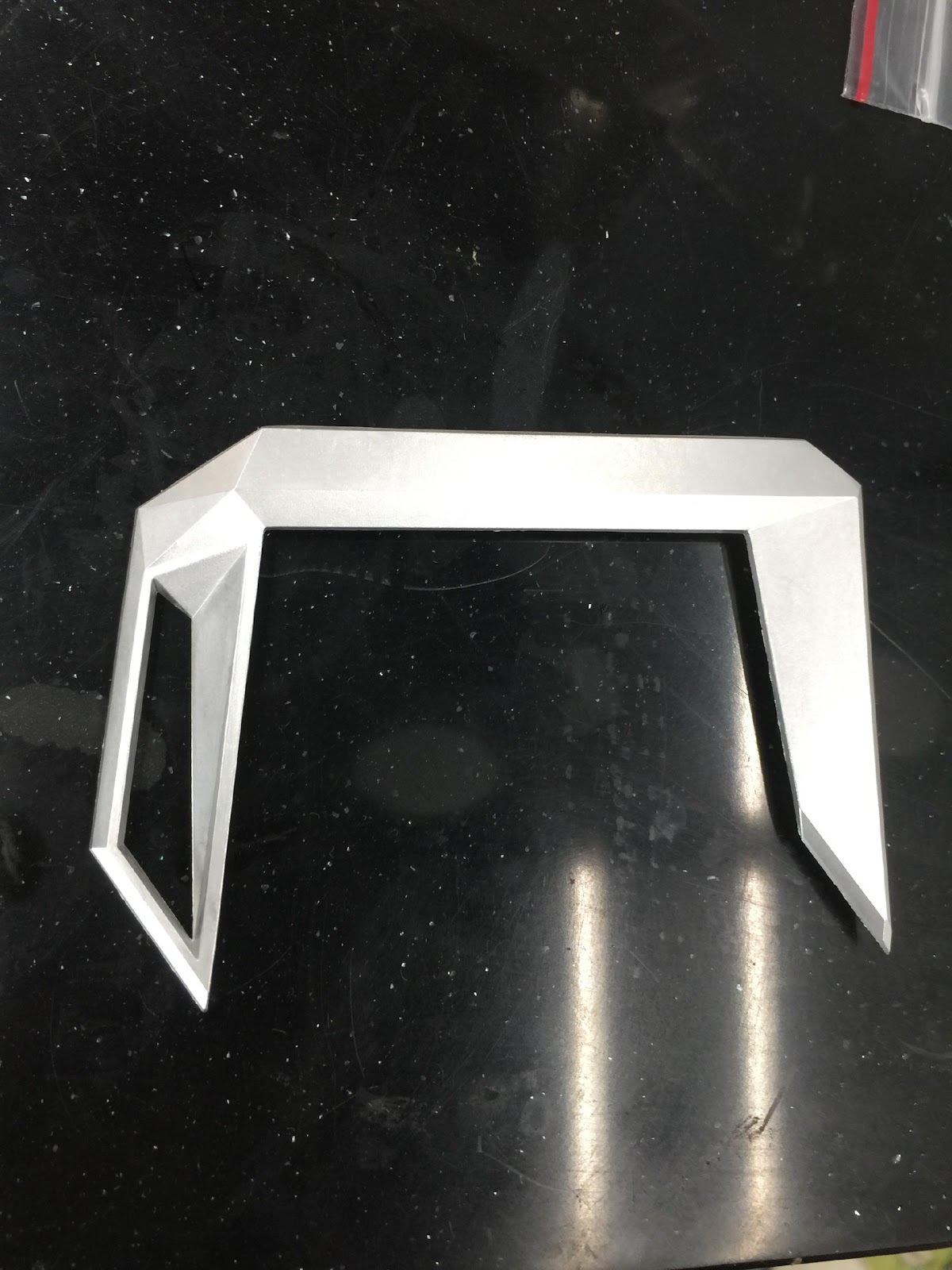
重複測試。再取一塊工件,進行重複驗證。
重複測試。清洗前。

清洗後。

結果與討論。
7.1 SMC04搭配震動研磨機,能有效去除JIS A356鋁合金表面殘留的矽紋。
7.2 震動研磨機中砥粒的選擇,會影響研磨後的光澤與細緻度。例如,選擇硬度較高的陶瓷砂,研磨後鋁件表面上壓鑄瑕疵造成的「痕跡」也較能夠磨平。但是鋁件上的「利角」
也可能會鈍化。若使用較軟的不銹鋼砂,研磨時間較久,不會有利角鈍化的問題。但是像工件表面較顯著的「瑕疵」,也較無法磨平。
7.3 1mm粒徑的砥粒無法在其中直接添加藥劑,因藥劑會使砥粒彼此沾黏而無法研磨。要將SMC04直接倒入砥粒進行研磨,建議使用5~10mm的砥礪。